
Multi-Pallet HMCs Reduce Setup Time
Incorporating Kiwa horizontal machining centers from Methods Machine Tools helped Baum Precision Machining Inc. reduce setup time and improve productivity.


Baum Precision Machining Inc. (which supplied all the photos in this story) was initially hesitant to try horizontal machining. However, after incorporating Kiwa HMCs into its facility, the company realized a 55 percent increase in spindle utilization.
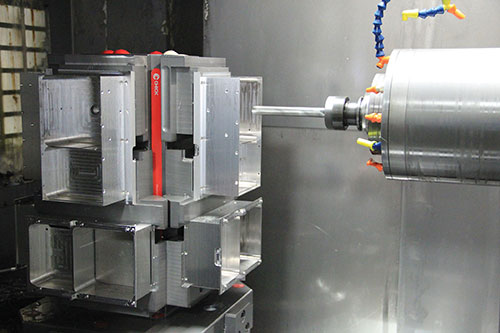
The Kiwa HMC reduces this job from four operations to two. Baum is able to maximize lights-out operation by running the first operation on another pallet and the second operation on this pallet. Four other pallets remain on this machine, open for other jobs that can be set up while these jobs are running.

The Kiwa six-pallet extension loading station with tombstone enables multiple fixture setups while the spindle is running on other jobs.
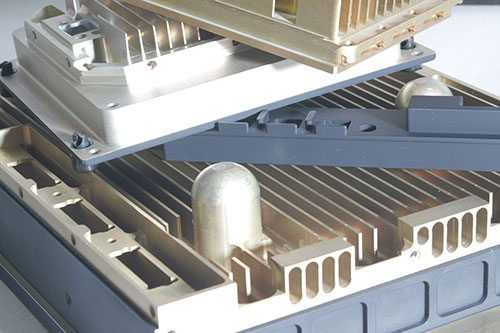
Here is an example of some of the parts Baum manufactures. The material to the left is aluminum 6061.



Although Baum Precision Machining Inc. had reached a point at which growth and customer demands were straining production, the Pipersville, Pennsylvania, shop was skeptical of the prospect of moving into horizontal machining. Multi-pallets, tombstones and different orientations were considerations far from the shop’s familiar range of VMCs. However, during the Great Recession, the shop could no longer ignore its need to increase spindle uptime, and it ultimately decided to take the leap into HMCs. President Aaron Baum says, “I don’t think we could have survived or certainly thrived without our Kiwa HMCs.”
Founded in 1979, the 40-person shop now occupies an 18,000-square-foot facility and manufactures precise components from titanium 6AL-4V, aluminum, stainless steels and more, with part tolerances as tight as ±0.0001 inch for commercial aerospace and defense programs in addition to spine, trauma, orthopedic and extremity components in the medical sector.



“In general, customer requirements have become much tighter as the aero-space and medical markets mature and continuous improvements take place,” Mr. Baum says. “We are seeing more flow-down requirements from the primes and have also seen lead-time requirements shrink in recent years.”
According to Mr. Baum, the ability to turn around small-volume prototypes and qualification lots in a short timeframe is critical for Baum’s customers, and when the shop was unable to turn parts around fast enough for these shortened lead times, it lost some opportunities.
However, adding horizontal machining capability to its production process was a game changer. The shop now has three Kiwa-Japan HMCs in operation—one is an older two-pallet model, and the other two are Kiwa KH-45 six-pallet machines.
“We actually selected Kiwa before Methods Machine Tools Inc. (Sudbury, Massachusetts) represented the line because we liked the machine capabilities compared to others in the category,” Mr. Baum says.
The Kiwa machines accommodate a 400- or 500-mm pallet, giving them a slight advantage over other 400-mm horizontals, he says, and the pallet pool setup is designed in such a way that a relatively unskilled operator can load and run the machines after setup is complete. It is also easy to retrofit a two-pallet Kiwa to six or eight pallets in the field. In fact, Methods recently upgraded a two-pallet Kiwa that Baum purchased in 2008 into a six-pallet configuration. The machines were only down three days, Mr. Baum says, and the shop was able to make up the work in about a week since it had four more pallets to run.
The Kiwas can machine virtually any part Baum’s customers typically order, including challenging hog-outs of aluminum for aerospace applications, which require substantial material removal, complex features and long cycle times.
Among the many features that make the multi-pallet HMCs optimal for these types of parts is the through-spindle coolant feature and easy chip removal, says Jason Bogert, shop foreman. The spinning auger and conveyor design take care of chip removal without the need to manually push out chips. Coolant blasts from the spindle also remove chips, preventing re-cutting and keeping parts clean.
Prior to the acquisition of the Kiwa HMCs, Baum machined complex parts on its VMCs in three to five operations. This required extensive skill and increased the number of variables that could result in errors and scrapped parts. Now, parts can be completed in one or two operations, which greatly decreases setup time, Mr. Baum says. In fact, setup time has decreased from an average of eight hours to two. Jobs can be set up simultaneously using multiple pallets, which enables the spindle to continue running and make money. Spindle utilization on the HMCs is more than 90 percent (on a 24/6 basis) compared with the 35 percent on a typical VMC.
“Generally speaking, one Kiwa is worth three to four VMCs in terms of productivity, and only one operator is required instead of two to four,” Mr. Baum says.
Along with improving setup time, the HMCs enable Baum to run lights out more consistently. The shop’s six-pallet Kiwa-Japan KH-45 machines run nights and entire weekends unattended, completing several different jobs. Multiple pallets and macro programs (looping logic) enable an operator to run one part or many, simply by changing a few macro variables, says Ben Meyer, director of engineering. A broken tool detection feature skips to the next pallet if a tool breaks during a run. The program and tool numbers are stored in macro variables so the machinists know what to check in the morning.
The HMCs feature a box-type bed, a stepped base and column-casting design to reduce column mass while increasing rigidity and accuracy. The KH-45 also features a stable posi-lock pallet clamping design to further increase accuracy. X-, Y- and Z-axis travels measure 25.2 by 24 by 26.8 inches. To maximize speed and reduce cycle time, the machines feature more than 1G acceleration and 2,362-ipm rapids on all axes. The machines’ reliability, precision and standard fixturing have also contributed to Baum’s bottom line.
“At the end of the day, we are so pleased that we made the move to the Kiwa horizontals,” Mr. Baum says. “They are much easier to install and operate than you may think, and the quantum productivity increases, quality and savings cannot be denied.”













Related Content

Shop Replaces Two Verticals With One Horizontal
By trading two VMCs in to help finance the purchase of a new HMC, this shop was able to significantly increase production and move to lights-out machining.
Read More
Positioned to Prevail: Designing Processes Around People
Stecker Machine Company shows that getting the most value from employees means valuing your employees.
Read More
Heavy Engineering: The Complex Logistics of Moving Large Machine Tools
One of our fascinations with large-format machine tools has little to do with their capabilities, but everything to do with the logistics involved with getting them up and running. Here’s how one of the world’s oldest builders of giant machine tools tackles the challenge.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
