

Share










Focused On Machining is a Colorado machine shop capable of both high- and low-volume work. To overcome both a lack of personnel and a lack of space, the shop traded in two VMCs for a highly automated HMC cell.
Focused On Machining is a job shop in Loviers, Colorado, outside of Denver. The company focuses principally on prototyping in the medical, aerospace and defense industries, in addition to some production work.
The current president of the company, Justin Quinn, is a former aircraft mechanic with the United States Air Force who acquired the company in 2016. Under Quinn’s leadership, the company has increased both its customer base and capacity, more than tripling in both.



As Focused On Machining grew, it hit a snag. “We had more work than people to take it on,” Quinn says. “We needed more cutting hours than one shift could handle.” Automation was the obvious solution, but none of the parts the company produced justified a dedicated automation cell.
Instead Quinn opted to automate for variability, not quantity.
Experimenting With Flexible Automation
Working with distributors, Quinn saw palletized automation as a workable first step into developing an automated cell that could work for the shop. To achieve this goal, he decided to sell two of his older VMCs to help finance the purchase of a DN Solutions NHP 4000 horizontal machining center.

The NHP 4000 provided numerous advantages over the two VMCs Quinn traded in for it. In addition to its higher spindle speed and increased rapid traverse rate, the machine’s lights-out machining capabilities dramatically improve its production capacity.
The NHP 4000 has a work envelope of 22 × 25 × 26 inches as well as a rapid traverse rate of 2,362 inches per minute along all axes — two- to three-times faster than the VMCs the shop traded in. The spindle speed is likewise three times faster than the VMCs. Additionally, it has a full fourth axis and better precision than the old machines, which were unreliable under a 0.005-inch tolerance.
And — critically — the NHP 4000 checked all the boxes for lights-out machining.
The shop’s new HMC came equipped with a 275-station tool changer and a 12-station pallet system. Quinn opted for a DN Solutions machine both because it had already found the company’s lathes to be reliable and precise, and because of the ease with which the HMC could be equipped with a linear pallet system from the same company.
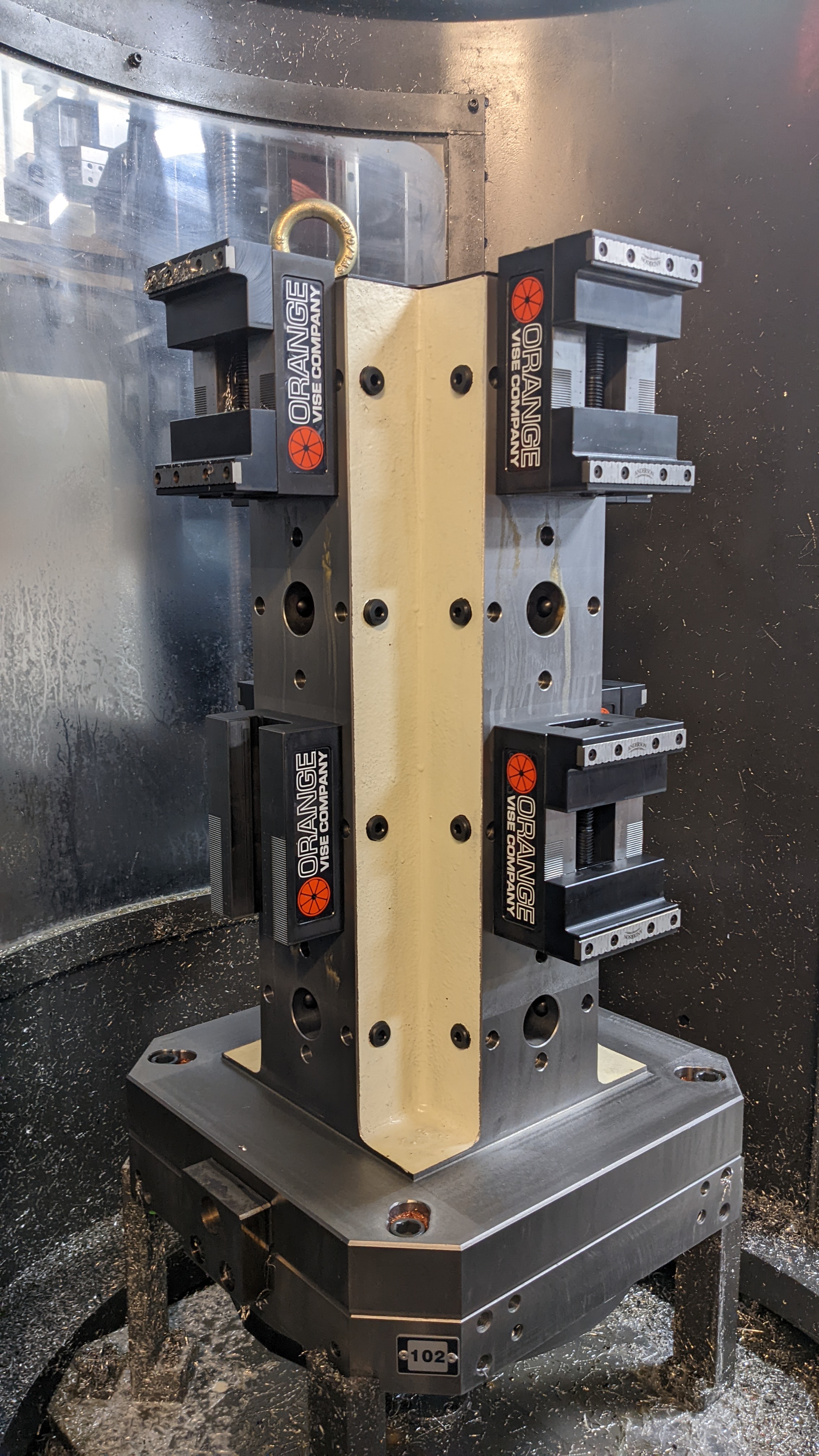
Focused On Machining invested in easily adjustable workholding solutions from Orange Vise Company. The vises can shift, enabling the jaws to hold on to oddly shaped parts without losing grip force.
The pallet system was especially important because the company intended to run the HMC unattended overnight. “On a 10-hour shift, you might only get five or six hours of cutting,” Quinn says. Running the HMC overnight, the company could get nearly constant spindle uptime, dramatically increasing the shop’s total capacity. “If we have a job that takes 30 hours of cut time, that’s several days on normal shifts,” Quinn says. “On this, it’s a little over a day.”
With 12 tombstones, each of which can handle over a dozen parts, depending on the size and shape, the machine can run nonstop. “We use Orange Vise five-axis vises because they let us set up as much work as possible,” says Quinn. The vises provide excellent access to the part while enabling the operator to set up as many workpieces as the part geometries allow. “We try to get as much work into the machine as possible and run it unattended,” he says.
The vises can also shift to hold longer or unusually shaped parts, which is handy for a company that works in aerospace. “We’re happy to do higher production work, especially with the HMC, but we do a lot of prototyping, and the Orange vises help us squeeze a large variety of parts into the machine.”
Changing Parts and Minds
Of course, operating the new HMC meant more than purchasing the correct accessories. “We had to adjust how we approached setup,” Quinn says. For example, where is the labor focused? “On a vertical, we need a skilled machinist to dial everything in to the exact specifications. It takes less skill at programming, but more skill at the machine. With the horizontal, it’s the exact opposite.”
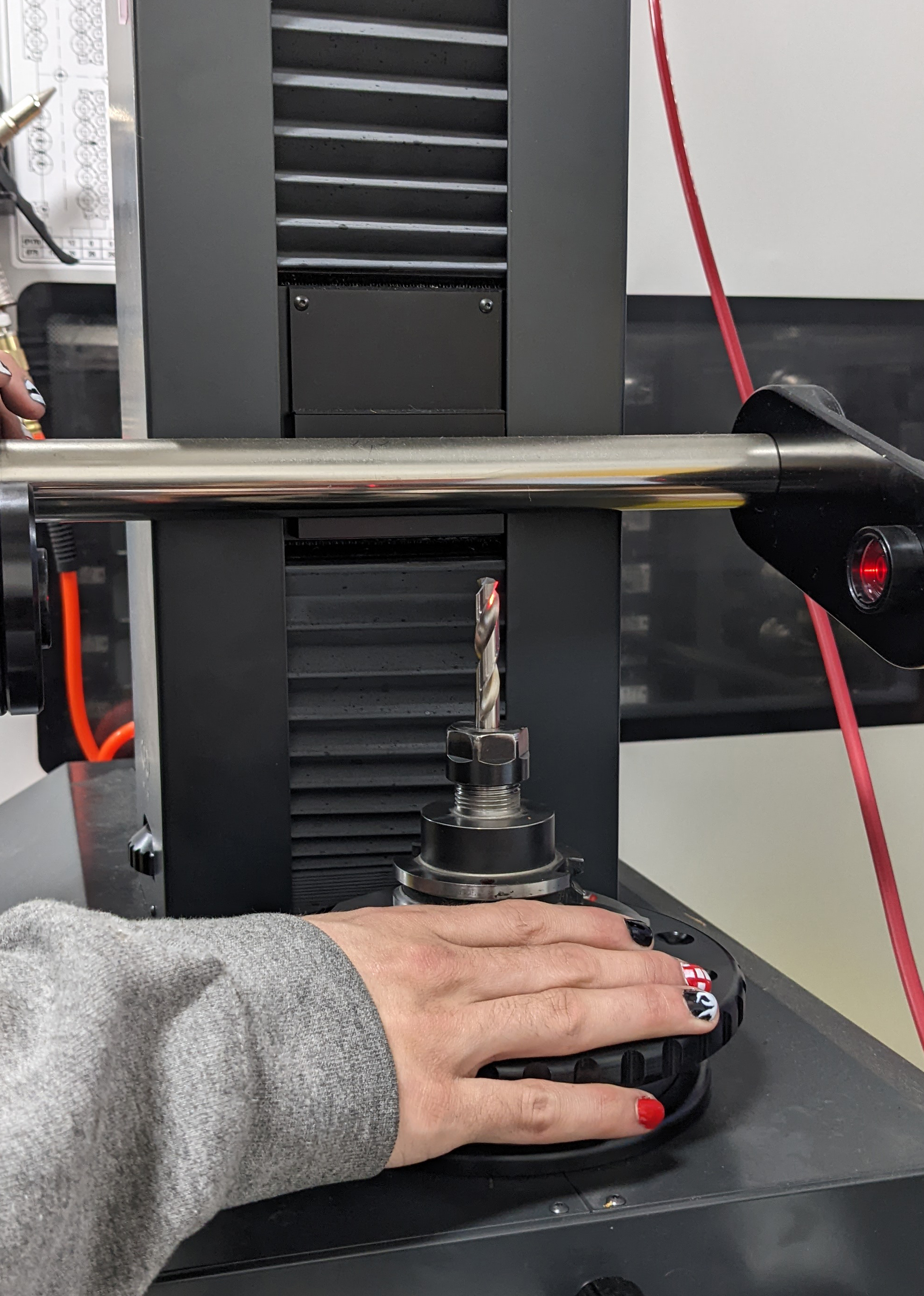
Keeping track of wear on cutting tools is vital for lights-out machining. Damage to cutting tools must be carefully monitored to prevent scrapping parts.
With the horizontal, rather than having the machinist load every part, the machinist develops toolpaths and attaches instructions to work orders, including pictures of the setup. When a tombstone comes to the loading station, the work order, instructions and pictures pop up on the monitor at the station, providing clear instructions for the operator to load parts.
Additionally, preventing incidents became much more important once the NHP 4000 started performing lights-out shifts. “We had to become more conservative in material removal,” Quinn says. Damaged or broken tools can easily cause scrapped parts during lights-out machining, so machinists have to program toolpaths to minimize that risk and change out tooling regularly. “The goal becomes avoiding tool breakage at any cost.”

Like all horizontals, the NHP 4000 has an advantage in chip evacuation over VMCs, but success in lights-out machining has still meant prioritizing chip evacuation to avoid damaging tooling or scrapping parts.
Chip evacuation is another major concern, as chip buildup during the overnight shift can ruin cutting tools and scrap parts. “A lot of what we’ve learned has been through trial and error,” Quinn says. “Getting enough coolant to remove chips, but not so much that it floods our drainage system was an initial challenge.” The company opted to replace face mill applications with end milling whenever possible because its end mills break chips much better. Smaller, more manageable chips further reduce the possibility of problems cropping up overnight. “Even if using an end mill is slower, the increased spindle time from overnight work is worth it,” Quinn says.

The precision and reliability of DN Solutions’ machines has prompted further investments from Focused On Machining. The shop is currently in the process of converting all its manufacturing cells, including seven milling cells, to DN Solutions machines.
Simply put, reliably running a slower toolpath overnight without problems is more profitable than faster toolpaths that increase the risk of problems cropping up.
Speaking of profit, how successful has this experiment in lights-out machining been?
“Even though there have been occasional problems, the added capacity has helped us grow well beyond what we could have had before,” Quinn says.
The shop mainly produces aluminum parts in its horizontal cell, but Quinn says this is just due to the work the company picks up. “Even with 4140 steel,” he says, “once you dial in on the right feed, speed and tool life, it will run overnight just as well as with any other material.”
And the results prove this theory: Some months the NHP has accounted for half the shop’s revenue, more than worth trading in the two VMCs.








Related Content

Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read More
Additive/Subtractive Hybrid CNC Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read More
The Benefits of In-House Toolmaking
The addition of two larger gantry routers has enabled a maker of rubber belting products to produce more tooling in-house, reducing lead times and costs for itself and its sister facilities.
Read More
Aerospace Shop Thrives with Five-Axis, AI and a New ERP
Within three years, MSP Manufacturing has grown from only having three-axis mills to being five-axis capable with cobots, AI-powered programming and an overhauled ERP. What kind of benefits do these capabilities bring? Find out in our coverage of MSP Manufacturing.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More