
Multitasking Tools Cut More Than Grooves
Once, grooving tools were only thought of for making grooves or cutting off the part. Improved designs, materials and coatings make them perfect sense as all-purpose tools under the right conditions.
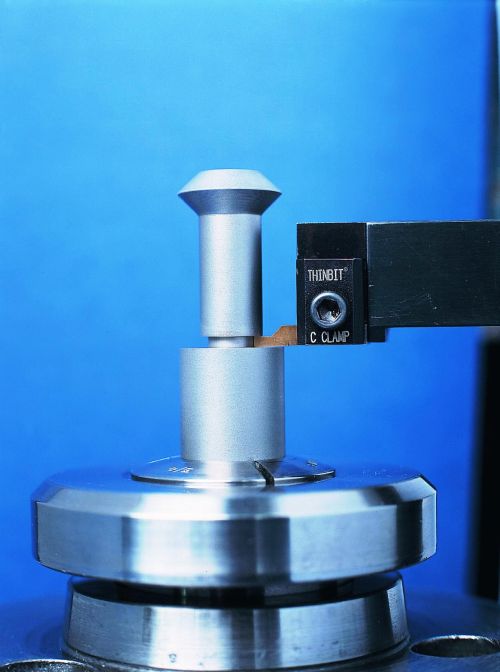
Using a grooving tool as an OD rougher/finisher can make perfect sense under the right conditions.

A different look at multitasking involves creating tools that generate many features in a single cut.
Share









Getting the most out of turning operations often requires programmers and engineers to think outside the box. One way to do this is to think of every cutting tool as a multitasking tool. For example, center drills and spotting drills can also chamfer, some thread mills also make good end mills and grooving tools can do more than just cut grooves. While grooving tools are clearly best at making grooves, potential setup and cycle time savings might make it worthwhile to consider using these tools for other operations, too.
Here are two advantageous approaches to multitasking when turning OD features on parts. The first method treats the grooving tool as a single-point OD rougher/finisher. The second is to create a tool that can generate many features in a single pass.



It’s important to understand there are three main groove types: OD, ID and face grooves. Tools designed primarily to cut OD grooves have made the greatest strides of the three in performing aggressive, bi-directional stock removal. Grooving tool manufacturer ThinBit (Fort Wayne, Indiana) had this thought in mind when designing its Groove-N-Turn series. Other manufacturers also offer tools that perform similar functions. All are designed reduce cycle time by allowing users to skip tool changes when removing stock from the face and OD of the part and adding groove features later. In shops that have lots of short-run families of parts with grooves in their geometry, using a grooving cutter as a multitasking tool can shorten tool setup sheets and also reduce the number of tools in CAM software libraries. An added benefit of using this method is a reduced number of carbide inserts in the tool crib. Smaller shops may see some benefit from quantity discounts on the few grooving inserts they do buy to accommodate increased activity.
Even if the groove feature is wide enough to use other methods, grooving tools clearly offer advantages over more traditional methods. Making such a groove without a grooving tool would require at least two tools and possibly as many as four. Using the two- or four-tool method (one set for the right hand and one set for the left) requires offsets to be matched and blended perfectly in the bottom of the groove. It also requires four offsets to control the width (one set for one wall; a different set for the other). In contrast, a grooving tool’s symmetrical square shoulder design allows it to cut left side walls, right side walls and the bottom of the groove with one set of offsets. This method is easier to program, control and adjust. Even comparatively narrow grooving tools (0.060-inch wide) are capable of quickly making large features in this way.
Another approach to multitasking with grooving tools is to create a tool with multiple cutting edges that can produce many features in a single plunge pass. Traditionally, toolmakers use either wire EDM or tool-grinding machines to machine these cutters from high speed steel or solid carbide blanks. These tools work well but are problematic because those parts of the tool that do more cutting tend to wear faster than others. This type of tool also demands greater rigidity and power than the single-point concept, and getting the best finish can be challenging. In addition, broken tools must be taken out of production and completely resurfaced. This requires removing the tool from the machine and installing a substitute. While using carbide is an improvement over high speed steel, this carbide is uncoated and possibly weakened by cobalt depletion from the EDM process.
To modernize this concept, ThinBit developed the Design-A-Groove series of multitasking, single-pass grooving tools, which combines modular designs with standard carbide inserts. Users provide information on the type of grooves needed, and the company creates tools that fit their needs. The inserted tools require less power and provide better finishes than traditional form tools. Also, using inserts ensures that individual areas that wear faster than others are replaced individually. This allows the tool to remain in the machine and production to continue after a simple insert change. This concept also provides optional carbide grades and alternate chipbreaker geometries that address problem areas of the form that may not be available with blanks cut via wire EDM or with tool-grinding machines.








Related Content

Finding the Right Tools for a Turning Shop
Xcelicut is a startup shop that has grown thanks to the right machines, cutting tools, grants and other resources.
Read More
Shop Reclaims 10,000 Square Feet with Inventory Management System
Intech Athens’ inventory management system, which includes vertical lift modules from Kardex Remstar and tool management software from ZOLLER, has saved the company time, space and money.
Read More
Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More