
Replacing Turning with Grinding
This compressor maker’s custom impeller profiles used to present a sticky machining problem. Now, the parts no longer need the wax that turning used to require.

Thirteen sizes of impellers cover the size range shown here. The new grinding machine grinds custom blade profiles in parts across this range.

Matt Fulton checks a part setup using the measurement arm. Manufacturing manager Bill Turek wanted to get the measurement arm in-house and applied to part inspection, because he knew it would find other uses (such as this one), once the operators became familiar with it.

Wax used to be added to stabilize the blades for turning.

The mess resulting from machining the wax required the lathes to be torn down every 4 to 5 weeks.

Share









Chinese manufacturing affects the Pittsburgh-area production facility of the FS-Elliott Company. The plant has changed significantly due to the growth of manufacturing overseas—though not in the way you might expect. Business is booming for this manufacturer. Ninety-five percent of FS-Elliott’s production is exported, with 75 percent of that going to China alone.
The company makes industrial air compressors, including the large compressors that feed shop air through plant-wide systems. As new production facilities of all types open in various parts of the world, they often get their air from a newly purchased FS-Elliott compressor.



These compressors are rarely off-the-shelf products. Supplying a sophisticated compressor system generally means guaranteeing just how much air the customer can obtain for a given amount of electrical power. Meeting these commitments calls for customizing the system, and that generally means machining carefully designed custom profiles into the compressors’ impellers.
In the past, these custom impeller profiles would have been machined through turning. Cutting the part in this way, with the tool hitting one impeller blade after another, might seem like the most extreme interrupted cut imaginable. Even so, the programmable movement and large X-Z travels of a CNC lathe provided an effective way to obtain the precise OD forms. To overcome the interrupted cut, impellers were filled with wax, allowing them to be machined as solid cylindrical forms. After machining, the wax would be melted out. The process was messy, but it worked.
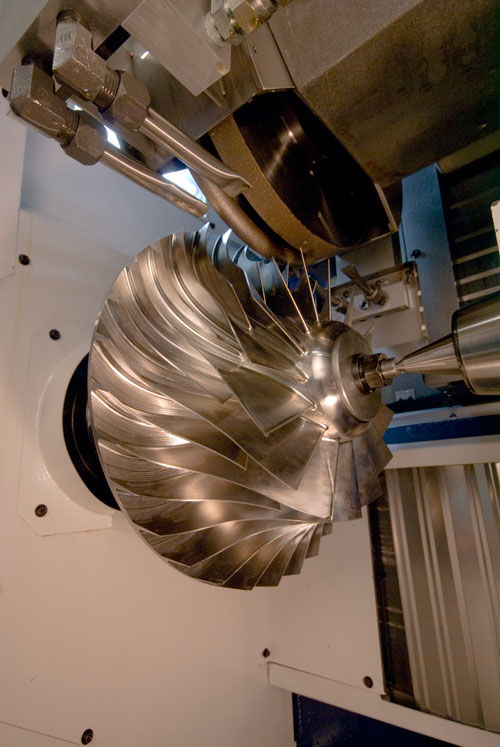
This mess was just part of the reason why the plant recently adopted a new process—making a clean break from the old method in more ways than one. Thanks to a grinding machine from Max-Tek Superabrasive Machines that offers travels and programmability comparable to a lathe, the plant is now producing the impeller profiles through grinding instead of turning. No wax is needed. Less time is needed, too. The machining process is now so fast that it is difficult for the plant to keep this new machine busy.
Though the move from turning to grinding represented a fundamental change to the way a core component is made, the production process at FS-Elliott is new for reasons that go well beyond this change. Even the people are new. In 2004, the company let all of its production staff go, and restaffed the plant floor with approximately 110 new employees.
Insourcing, Too
Manufacturing manager William Turek hired all of this staff. The move was the result of FS-Elliott changing ownership. The employees of the plant remained attached to the previous owner because of a labor agreement. For the first year under new ownership, FS-Elliott leased its existing workforce from the previous owners. The arrangement was unsustainable, and the new owners ultimately resolved to make a clean break in this area, too. To Mr. Turek, who oversaw the massive change in staff, this was a challenging time. He watched a lot of experience go out the door. But the fresh start also represented a tremendous opportunity. He was free to implement entirely new processes and procedures without having to retrain existing employees and without having to make the changes gradually. Replacing turning with grinding was just one example. Even bigger changes have involved reconfiguring the layout of the plant and rethinking how to use the company’s various large machining centers. In addition, the plant has begun to take in production that once had to be performed outside—the machining of impeller "blanks."
These raw impellers are made through casting or five-axis machining, depending on their size. The machined versions used to come from a small number of five-axis machining suppliers in and around the plant’s Export, Pennsylvania, location. Now, that machining mostly comes from the plant itself. One of the newest machine tool purchases here is a Hermle five-axis machining center.
Mr. Turek says having this capability in-house makes the plant even more nimble. Last-minute design changes are now much easier to implement.
Even better, the insourcing makes the plant less vulnerable. "What if a competitor—or even some unrelated company—ended up purchasing our main five-axis machining supplier?" he says. Owning this vital capability means that the capability cannot be taken away.
Wax Free
Machining custom profiles is the work that comes later for these parts. With the work now done through grinding instead of turning, many problems have been eliminated that were the result of the previous process’s wax. The mess was just one of these problems, but it was a major one. Lathes had to be torn down every 4 to 5 weeks for complete cleaning. However, impellers also had to be cleaned thoroughly, because melting alone was not enough to clear the wax away. Any small amount of wax that remained on the part could cause the impeller to fail one of its quality tests—its fluorescent penetrant test—because the wax would show up as a crack. The need for scrupulous cleaning therefore complicated an already time-consuming process.
Grinding overcomes these problems. Because the grinding wheel is big enough that there is no worry about interrupted cutting, no wax is needed to support the blades. In at least one case, the new machine created a new problem, but Mr. Turek was able to turn this into an opportunity as well.
The problem related to inspection. Each impeller has an odd number of blades. That means the impeller has no solid "diameter" along its profile. The wax gave the machined part a smoothly cylindrical form that enabled the shop to measure machined diameters with a micrometer. Now, with the wax taken away, how would the plant measure these parts?
For the sake of continuing to push what this plant can do, Mr. Turek chose to over-address the problem. He bought a portable CMM—a Faro measuring arm—not just because it could accurately gage the part without any need for wax (which it could easily), but also because he wanted to bring a measuring device such as this one in-house. He knew the instrument would be so useful in so many different capacities that it would easily pay for itself. First, however, he had to make it enough of a part of the shop’s standard process that employees would be forced to use it and grow accustomed to it.
Now, machined impellers are inspected in dramatically greater detail with the Faro arm than the micrometers ever would allow. In addition, the same device has been applied to setup—speeding this part of the process as well. Operators now use the arm to quickly determine whether each workpiece has been positioned correctly on the grinder.
Ready And Waiting
Machining an impeller profile is now a significantly faster operation. The speed comes not only from the steps that have been eliminated because wax is no longer used, but also because of the raw improvement in cycle time. Parts that might once have taken as long as 7 or 8 hours to turn can be ground in 25 minutes, Mr. Turek says.
Such a marked speed improvement has led to a sight that this busy plant is not all that accustomed to seeing: an idle machine tool that is waiting for work.
In fact, the grinding machine spends so much time waiting for work that it does not even need a dedicated operator. Matt Fulton, the operator who appears in photographs on these pages, actually spends most of his time tending horizontal machining centers. Operating this particular grinder is enough like operating a lathe that separate training and specialized operators are not required.
That’s good, because the new process churns through impellers so fast that there is rarely enough work to fill a full shift. Therefore, the plant applies a workflow strategy to this machine that is different from the strategy used with other machines. On this machine, it allows work to pile up.
That is, in order to use the grinding machine efficiently, the plant waits for at least three or four different impeller workpieces to accumulate. Then, an operator makes a stop at this machine to quickly process this backlog, before leaving the machine again to return to other work.






.png;maxWidth=300;quality=90;format=webp)

Related Content

Ballbar Testing Benefits Low-Volume Manufacturing
Thanks to ballbar testing with a Renishaw QC20-W, the Autodesk Technology Centers now have more confidence in their machine tools.
Read More
Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read More
Automation is for Everyone
Not just for large shops, automation can help even the smallest shops solve labor challenges and become more profitable and efficient.
Read More
4 Tips for Staying Profitable in the Face of Change
After more than 40 years in business, this shop has learned how to adapt to stay profitable.
Read MoreRead Next

Blade Grinding’s Need For Speed
A grinding technique akin to high speed machining offers an alternate method for grinding nickel-alloy blades and vanes used in turbine engines.
Read More