
Reverse Engineering Paves The Way
For Scott Tudury, co-owner of Apex CNC, the key to the future was a broken rocker arm on a Harley-Davidson Knucklehead motorcycle engine. Built between 1936 and 1947, the overhead valve V-Twin earned its name because of the valve cover design.
Share









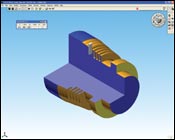
The flexibility inherent in the CAM system is demonstrated in this angled cutaway view of a motorcycle cylinder. The cross-section enables the operator to clearly view the tool path and make modifications, the manufacturer says.
After importing the solid model, GibbsCAM extracts the part geometry prior to establish a tool path.
For Scott Tudury, co-owner of Apex CNC (Morgan City, Louisiana), the key to the future was a broken rocker arm on a Harley-Davidson Knucklehead motorcycle engine. Built between 1936 and 1947, the overhead valve V-Twin earned its name because of the valve cover design.
An online search for parts revealed that the sole source was a company named Flathead Power, located in Sweden.
“This is ridiculous; the part is for an American motorcycle,” Mr. Tudury said.



Owners of the Knucklehead and earlier Harley Flathead bikes became familiar with the Swedish company, which was founded by motorcycle enthusiast Anders Nygren and his father in 1994. As the company grew, problems surfaced in the form of export taxes, a difficult business climate and a need for more production equipment. Mr. Tudury’s initial contact with Mr. Nygren quickly grew into an extended correspondence.
Realizing that its largest market was the U.S., the company reasoned that moving its manufacturing to Apex CNC seemed like a logical solution. Subsequently, Apex owners purchased the company, moved its operations to the U.S. and acquired the CNC programs, tooling, casting patterns and prints for both Knucklehead and Flathead engine parts.
However, to Mr. Tudury’s shock, there were no prints for more than 50 of the parts. Programs had been created years ago in G-code without a software interface, and manufactured parts were checked against masters. To make matters worse, all of the comments were noted in Swedish. It became apparent to the company that it would have to reverse engineer the entire line to produce the parts on modern equipment.
One option was to outsource the digital scanning of the parts. After interviewing various sources at a trade show, Mr. Tudury decided that outsourcing would simply not be a feasible option for his company. Seeking another solution, he consulted with both SolidWorks (Concord, Massachusetts) and GibbsCAM (Moorpark, California) resellers. This research led him to RevWorks. Offered by SolidWorks, the in-house digitizing system was compatible with software already in place, meaning it could be linked easily to the company’s modern system.
RevWorks interfaces to a digitizing arm. The software operates inside of SolidWorks, enabling all of the data from the scanned parts to appear ready for use in the assembly or part document. Once a solid model is created, then measurement verification and/or modifications can be performed. The solid model is then transferred to GibbsCAM using a plug-in.
“We have PCs at every CNC machine to allow operators to do their own programming or corrections,” Mr. Tudury says. “Once the point of origin is determined, then we can generate the most effective tool path and either work around or revise the fixturing.”
Likewise, if changes or improvements to the part are necessary, then modifications can be incorporated immediately, the company says. By working at the machine, Apex can “get it right the first time” and produce parts faster than before. The CAM system extracts the geometry, performs the necessary calculations and lays down the tool path.
Other advantages of using the CAM package, as cited by the company, involve tooling and estimating. Apex says that, combined with the software, the expertise of its operators contributes to being able to use conventional tooling to generate shapes that might otherwise require more expensive custom form tooling. In addition, the software’s simulation features afford the company the capability to quickly and accurately simulate cutting to approximate time and tooling costs. As a result, Apex says it can offer more accurate estimates to its customers.
One particularly challenging part involving multiple machine applications is the Flathead cylinder. The casting is initially fixtured in an SL-30 lathe from Haas Automation, Inc. (Oxnard, California). The base and the bore are turned. The part is then transferred to a Haas VF-6 five-axis machining center for subsequent operations. These include milling the intake and exhaust ports and valve, the guide and seat areas and the rod clearances. Thread milling is performed on the intake port, as well as face drilling and tapping and a relatively small amount of profiling. Tolerances are ±0.001-inch.
“Initially, we perform the milling, drilling and tapping on a four-axis machine,” Mr. Tudury explains. “By using GibbsCAM, however, we noticed some advantages on the operational side as well as in fixturing by moving to five-axis. All told, we have been able to reduce cycle time by 50 percent.”
This reverse engineering methodology has now become the modus operandi for other parts as well. After installing the integrated system, the company can now deliver parts in a timelier manner and grow the business for both Flathead Power and Apex CNC.








.png;maxWidth=300;quality=90;format=webp)



Related Content

The Power of Practical Demonstrations and Projects
Practical work has served Bridgerland Technical College both in preparing its current students for manufacturing jobs and in appealing to new generations of potential machinists.
Read More
The Smarter Way to Take Full Control of Your CNC Machine Shop
Designed to bridge the gap between CAM programmers and shop floor operators, SolidShop provides a seamless, real-time solution for managing G-code, tracking production and eliminating costly mistakes.
Read More
How a Family-Owned Tooling Company Competes with Global Giants (Includes Video)
Not ready to go digital? Consider this: With Siemens NX ecosystem, precision shop D’Andrea cut its programming time by 50% and is able to compete globally—even against industry giants.
Read More
Can ChatGPT Create Usable G-Code Programs?
Since its debut in late 2022, ChatGPT has been used in many situations, from writing stories to writing code, including G-code. But is it useful to shops? We asked a CAM expert for his thoughts.
Read More