
Rotary Tables Save Time, Expand Capabilities
This shop refused to accept the notion that large, complex parts necessarily require multiple, time-consuming setups. Rotary tables from Lyndex-Nikken have saved time and expanded capabilities to the point where the shop can take on new work and bring previously outsourced jobs back in-house.

This drive shaft, constructed of heat-treated 4140 steel with a hardness of 269/321 BHN, requires machining four 0.375 by 0.75-inch keyways in exacting locations. In addition to time-consuming setups, maintaining accuracy was a challenge on this part before the shop could take advantage of positioning via a Nikken CNC601 rotary table.
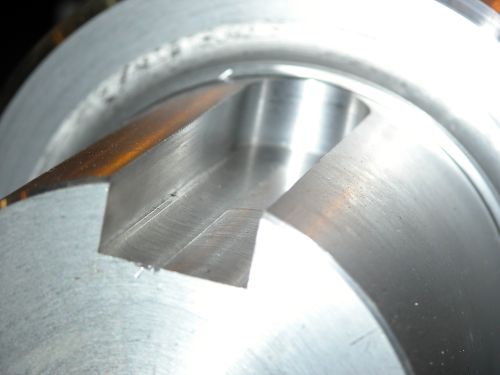
A close-up of one driveshaft keyway.
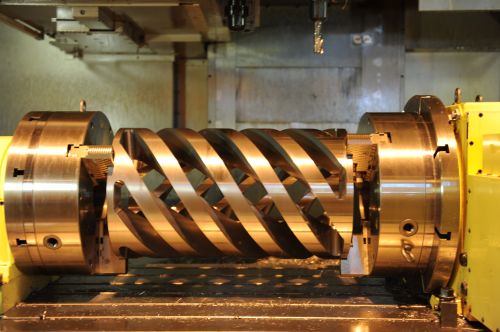
Installing Nikken rotary tables enables the shop to pursue new, more complex work, such as this ribbon screw used in underground boring applications.

This part, a flesh-stripping ring for the meatpacking industry, was previously outsourced. Now equipped with Nikken rotary tables, Technox has brought this part back in-house, saving thousands of dollars, the company says.

Shown here is a Lyndex-Nikken CNC401 rotary table installed on Technox’s OKK VM7III VMC.
Share









“A 35-year old business like ours is like a person — you’re never too old to learn new things,” says Jason Herff, sales manager at Technox Machine and Manufacturing. At least for Technox, Mr. Herff’s analogy is close to the mark, as evidenced by one lesson the shop has taken to heart. That is, there’s no reason to assume that machining large parts requires multiple setups, and there’s no reason to accept as a given the extra time and labor required to complete those setups. Challenging these assumptions by equipping machines with rotary tables from Lyndex-Nikken (Mundelein, Illinois) enabled the shop to cut production time by half and bring in new work as well as jobs that were previously outsourced.
Technox employs more than 30 machinists and occupies two Chicago facilities totaling 75,000 square feet. The full-service machine shop specializes in parts ranging to 28 feet long. Common jobs include rings, dial plates, drums, shafts, segments and castings for industries ranging from steel mill to food processing.



Until five years ago, such work required multiple setups on the shop’s three-axis machines, and parts often had to be rotated by hand. However, the shop’s problems extended beyond just time-consuming setups. The size and intricacy of the parts also created challenges in maintaining accuracy and consistency. Nikken rotary tables have changed all that.
Built for rigidity, the tables integrate fine casting material with a patented, ground, carbide worm screw mechanism. The screw is paired with an ion-nitrided worm wheel, as opposed to a conventional bronze or bronze alloy actuation mechanism. According to the company, this can reduce friction and wear by a factor of eight. The worm screw consists of a less-brittle V-grade form of carbide, while the worm gear is ion-nitrided to a depth of 0.1 mm and an external surface hardness of 68 Rc. When paired with a steel way hardened to 58-60 Rc, these features enhance system rigidity and longevity, the company says.
One job that exemplifies the benefits the shop has gleaned from the tables involves cutting four 0.375- by 0.75-inch keyways into a heat-treated, 4140 drive shaft that is rated for hardness at 269/321 BHN. Required tolerances are +0.001 inch/ -0.000 inch. Integrating Nikken’s CNC601 rotary table into a Mori Seiki MV1003 VMC has taken manual part rotation out of the equation. This not only saves time for operators, but also improves accuracy, Mr. Herff says. Ensuring that the keyways are perfectly aligned with the drive shaft is critical, and using a rotary table rather than manually rotating the shaft eliminates the risk of misalignment resulting from human error.
Improving efficiency on existing jobs wasn’t the only impetus for the shop’s investment. “We bought the rotary tables with more opportunities for us in mind, as well as more opportunities for our customers,” Mr. Herff says. By expanding the shop’s range of machining capabilities, the tables have enabled it to bring in new work.
A key advantage is that the Nikken tables provide three-axis machines with the same performance and precision as dedicated four-axis models, Mr. Herff says. Moreover, they provide the flexibility to perform both three- and four-axis work on the same machine. “Technox can do full four-axis, simultaneous machining exactly like, and to the same accuracy as, factory-built four-axis machines—at a fraction of the cost,” says Steve Baier, regional manager at Lyndex-Nikken.
Mr. Herff cites a ribbon screw used in underground boring applications as an example of where these capabilities come into play. The screw is designed to push cutter heads forward and engage the tunnel face. Every tunnel-boring machine uses several of the screws, one for each cutter head. They begin as 26-inch-long, forged HR 1020 steel cylinders with 16-inch ODs and 8-inch IDs. After finish machining, each screw is reduced to a 15.75-inch OD, 8.25-inch ID and 25.875-inch length, with 2.5-inch flights. Tolerances are ±0.005 inch, and a great deal of material removal is involved — the original 1,200-pound workpiece is machined to a final weight of about 300 pounds. Without the additional axis provided by the CNC601 rotary table, the shop could never have machined such a large, complex part, Mr. Herff says.
In addition to pursuing new work, the rotary tables enabled the shop to bring previously outsourced jobs back in-house. One example is the machining of a flesh-stripping ring for the meatpacking industry. The part is machined on the shop’s OKK VM7III VMC, which is equipped with a Nikken CNC401 rotary table. The table operates in conjunction with a Nikken angle head and a mimetic indexable cutter to machine teeth into the ring of D-2 tool steel, and no finishing work is required. Technox produces 600 of these parts per year in segments of 100 for customers worldwide, saving thousands of dollars compared to when the job was outsourced.
“Nikken rotary tables have opened up our capabilites,” Mr. Herff concludes. “They’ve allowed me to find more work and different types of work, and they’ve definitely helped us increase sales.”
.png;maxWidth=300;quality=90;format=webp)











Related Content

Chuck Jaws Achieve 77% Weight Reduction Through 3D Printing
Alpha Precision Group (APG) has developed an innovative workholding design for faster spindle speeds through sinter-based additive manufacturing.
Read More
Get a Grip on Your Workholding Processes
From adhesive fixturing to automated changeovers, these articles show how shops are rethinking workholding to improve efficiency and accuracy. Whether it's collet choice, custom fixtures, or balancing density with simplicity, smarter setups are driving better results.
Read More
Workholding Fixtures Save Over 4,500 Hours of Labor Annually
All World Machinery Supply designs each fixture to minimize the number of operations, resulting in reduced handling and idle spindle time.
Read More
Custom Workholding Shaves Days From Medical Part Setup Times
Custom workholding enabled Resolve Surgical Technologies to place all sizes of one trauma part onto a single machine — and cut days from the setup times.
Read More