
Shop’s New Combination Lathe Offers Increased Flexibility, Capabilities
JBC Machine’s older combination lathe lacked precision and reliability. A Weiler E50 flat-bed lathe with conversational control and Parat toolpost system brought tighter tolerances, simplified threading operations, and higher torque and rigidity.


The Weiler E50 combination lathe features conversational programming capability and canned cycles, which enable operators to write their own programs instead of using CAD/CAM software.
The E50 also has better threading capabilities than the shop’s previous combination lathe. The ability to pick up threads has enabled JBC to offer thread repairs, and the ability to taper out on an angle at the end of a thread has improved part quality, the company says.

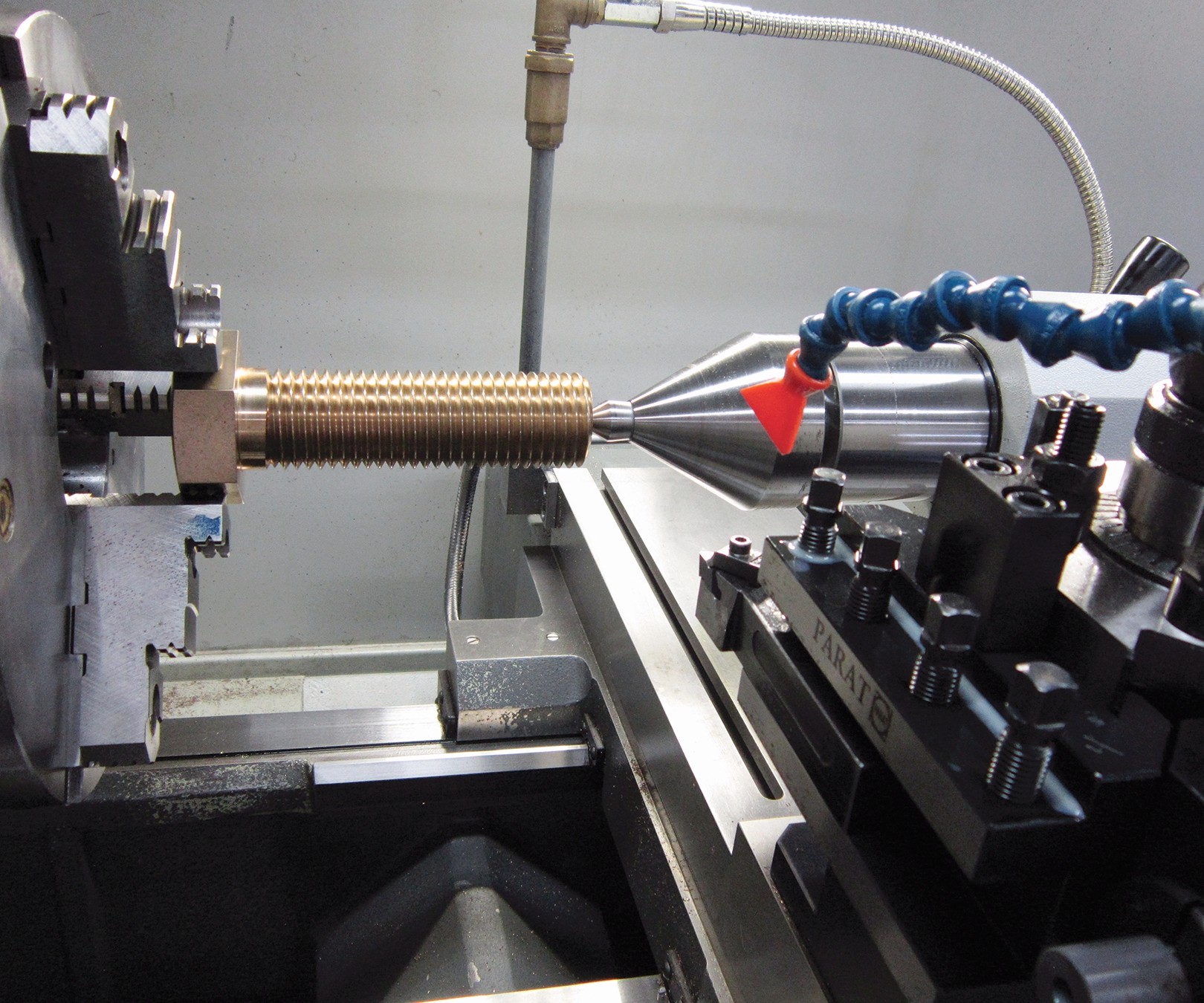
The machine’s high spindle torque and Z-axis feed force
enable the use of larger cutting tools, such as this 2-inch-diameter insert drill from Tungaloy. Previously, the shop had to use a second machine to drill large holes, but all operations can now be done on the E50.
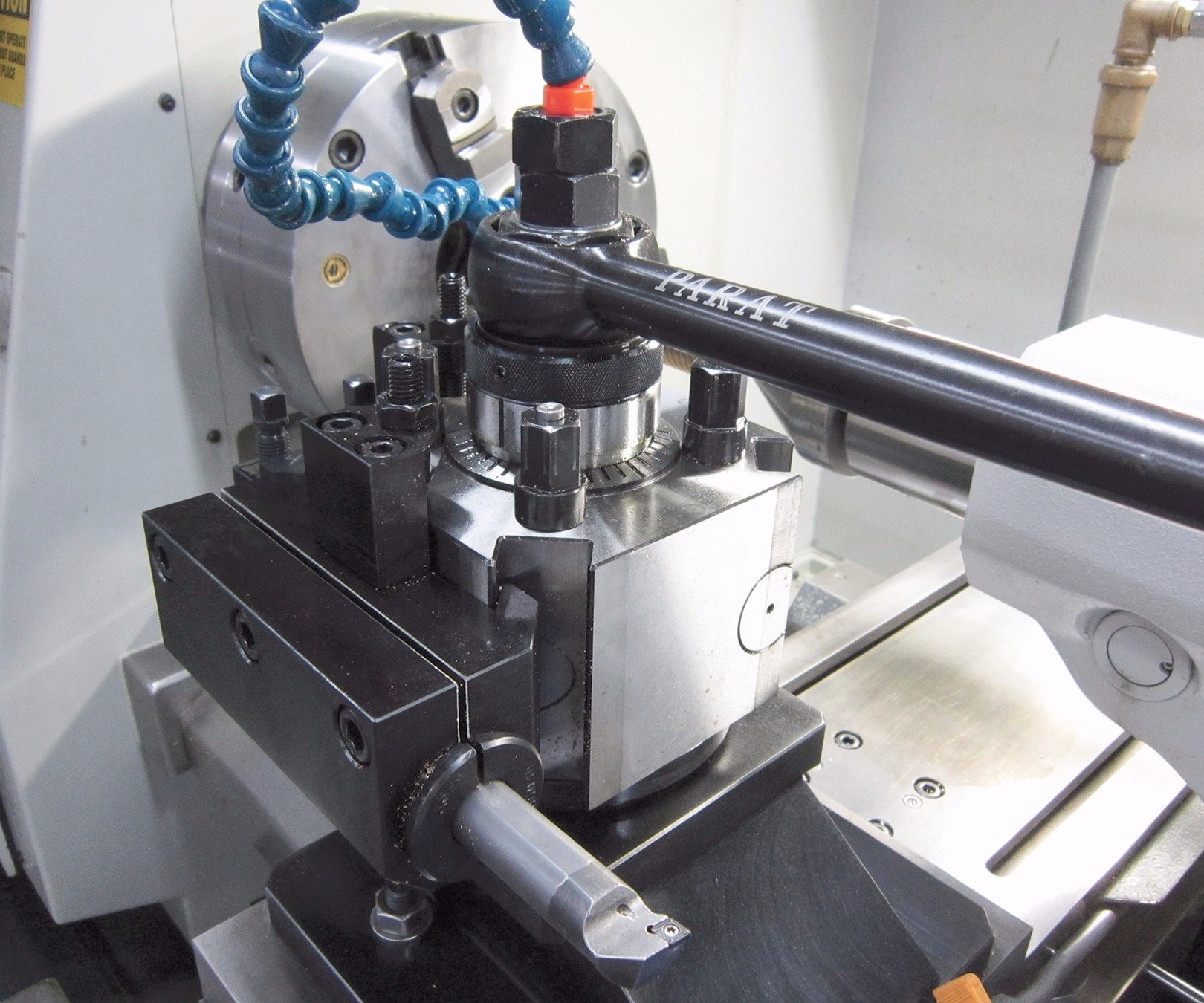
JBC’s E50 is configured with a Parat tooling system, which has detents for 90-degree indexing and a serrated, mating plate design to enable positioning every 9 degrees to a repeatability of 0.0002 inch, in most cases eliminating the need to measure between tool indexes.
Share









Phillips Corporation - Education
Featured Content
View MorePhillips Corporation
Featured Content
View More





The more capabilities a machine has, the more productive and efficient it can be. When JBC Machine wanted to replace its increasingly unreliable combination lathe, it chose a Weiler E50 flat-bed machine that can function as a manual or programmable lathe. The company says it holds tighter tolerances, offers simplified threading capabilities, and provides more rigidity and spindle torque, and these capabilities have translated into faster part programming, speedier thread repair and the ability to use bigger tooling for heavier cuts.
Founded in a garage in 1985, JBC has grown from one manual machine and one operator to a facility in Hortonville, Wisconsin, with 25 employees and a variety of machines, including six VMCs, two CNC lathes, three knee mills, and two turning centers with Y-axis and live-tooling capabilities. At first, its core market was the paper industry, and its second-largest customer is still Voith Paper, but its current primary customer is an aerospace company.



Until about two years ago, the shop had been using a 17-year-old combination lathe for much of its basic turning work, but according to JBC Vice President Aaron Harvey, the old lathe’s electronics were becoming unreliable and it was having difficulty holding tolerances. Finding replacements for broken components also was becoming more difficult. “It was getting tired,” he says.
So Mr. Harvey went to the Wisconsin Machine Tool show looking to replace the aging machine with a new combination lathe. There, Mike Weller from distributor Weller Machinery introduced him to the Weiler E50 lathe, which can function as both a manual and a programmable machine.
“A lot of the operations we do are manual operations,” Mr. Harvey says. For example, on some of the large shafts the shop manufactures, operators will manually face off one end and drill a center hole before writing the main program to machine the rest of the part.
Yet, the shop also needed the new lathe to enable operators to program entire jobs via a conversational programming interface. JBC uses GibbsCAM CAD/CAM software for offline programming of its other machines, but Mr. Harvey says that simple, two-axis lathe programming can take longer that way versus programming via the E50’s Siemens 840D CNC with Weiler conversational programming software. This software includes a variety of canned cycles to simplify programing for operations such as longitudinal and transverse machining, radius turning, taper turning, and thread cutting, he says.
In fact, Mr. Harvey says the shop greatly benefits from the E50’s improved thread cutting capabilities. The old lathe couldn’t quickly pick up a thread, and operators had to guess at positioning the tool by tweaking the offset, sometimes putting blue marking dye on the thread to determine where the tool was positioned by how the dye scratched off the thread. With the E50, an operator can pick up the pitch of a thread in the middle by dialing the tool so that it skins the sides of the thread, then defining the type of thread in the control and “teaching” the machine the position of the thread pitch. Mr. Harvey says the shop often uses this feature for thread repair.
The newer lathe’s thread cycle also enables the operator to create a taper at the end of a thread to create a stronger transition, whereas the previous machine brought the tool straight out of the cut, leaving behind a weak point that could cause threads to break off at the end.
The new lathe also is said to hold tolerances tighter to DIN 8605 standards, and this is especially important for some of JBC’s parts, such as winder mandrels that are used to make cardboard tubes. These mandrels typically are 60 inches long with outer diameters ranging from 1 to 12 inches and a taper of 0.003 inch per foot. Operators use a steady rest and turn this taper in sections, then manually polish so the sections blend together. According to Mr. Harvey, the mandrels that came off the old machine needed a lot of polishing to get an accurate taper, but because the new machine’s tolerances are tighter, polishing either takes less time or no longer is required.
The 2,500-rpm E50 also provides spindle torque of 1,107 foot-pounds, which has enabled JBC to perform heavier cuts, such as drilling with a 2-inch-diameter TungSix-Drill indexable-insert drill from Tungaloy. Before, when machining 6-inch stainless steel hubs, the shop had to first drill the blanks with this indexable-insert drill on a VMC or another lathe, and then send them to the old lathe. Now, everything can be done on one machine, which simplifies job scheduling, Mr. Harvey says.
The shop also is reaping benefits from the Parat turret toolpost system that Mr. Weller
recommended for the machine, which features four detents, every 90 degrees, for easy tool positioning. It also features 40 angular location points, at every 9 degrees, for “off-90 degree” tool positioning. (A serrated plate that is screwed down to the cross-slide and the toolpost’s mating serration enables the 9-degree indexing.) Toolpost position repeatability is said to be 0.0002 inch.
Mr. Harvey says JBC also has other ideas for how to take further advantage of the E50’s capabilities, including making use of the machine’s rigidity and 2,248 pounds of Z-axis feed force to try broaching a blind key for an upcoming job.












Related Content

DN Solutions and HELLER: A United Vision for U.S. Manufacturing Renewal
With new technical centers in North America and the pending acquisition of HELLER, DN Solutions is expanding service, capacity and technical support for U.S. manufacturers. In this exclusive interview, CEO WJ Kim outlines what customers can expect.
Read More
Finding the Right Tools for a Turning Shop
Xcelicut is a startup shop that has grown thanks to the right machines, cutting tools, grants and other resources.
Read More
Automation is for Everyone
Not just for large shops, automation can help even the smallest shops solve labor challenges and become more profitable and efficient.
Read More
4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
Read MoreRead Next

WEBINAR: From Machine Data to Guided Action: How Modern Shops Are Closing the Execution Gap
In this webinar, MachineMetrics Product Manager Josh Fish is joined by Pindel Global Precision's Thomas Deslongchamps, for a candid look at what closing the execution gap actually looks like inside a precision machining shop.
Read More