
Optical Profile Grinder Has Digital Vision
This reciprocating CNC profile grinder uses a digital profile derived from a CAD file to replace the chart or overlay required for optical profile grinders.


This profile grinder combines CNC, digital/optical controls, in-process gaging, and automation via robotic workpiece and wheel loading.

Complex form tools are a primary application for the digital capabilities of Amada’s DV-7M CNC profile grinder. Relief and rake angles are programmable for consistent accuracy and smooth blends.
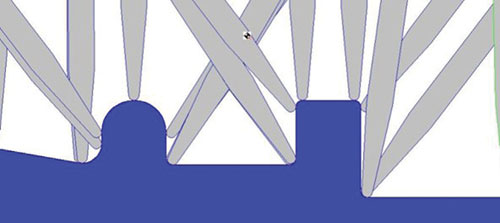
Swiveling the grinding head allows complex contours. Cutting relief can be programmed and ground from both sides of a form-tool feature.
Share









|
|
hydrostatic ways, and linear motors. Modular machine elements that tilt, swing and rotate are available for additional axes of simultaneous control. Workpieces can be loaded and unloaded automatically. Likewise, grinding wheels can be exchanged automatically.
Related Content
-
4 Tips for Staying Profitable in the Face of Change
After more than 40 years in business, this shop has learned how to adapt to stay profitable.
-
How to Determine the Currently Active Work Offset Number
Determining the currently active work offset number is practical when the program zero point is changing between workpieces in a production run.
-
A History of Precision: The Invention and Evolution of Swiss-Style Machining
In the late 1800s, a new technology — Swiss-type machines — emerged to serve Switzerland’s growing watchmaking industry. Today, Swiss-machined parts are ubiquitous, and there’s a good reason for that: No other machining technology can produce tiny, complex components more efficiently or at higher quality.








