
Tooling Selection Keeps Big Aerospace Component In-House
Attention to the tool-up process enabled JWF Industries to launch a large-scale defense industry radar frame project, keeping production in-house and ultimately shaving weeks off of the expected production time.


By incorporating a CoroMill 490 milling cutter and introducing a spiral morph programming technique, JWF was able to meet critical datum point requirements of 0.001-inch flatness tolerance and 125 RMA surface finish on 0.25-inch-MIN-thick material.

Extended gauge line tooling is needed to mill the component features in a horizontal orientation. Slots and plate faces incorporated Coromant Capto C8 and Coromant damped milling adapters.
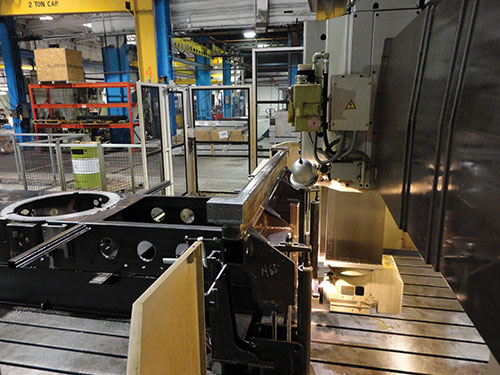
Features on the frame made programming and machining the end details challenging. To mill in tight quarters, JWF used a right-angle head that rotated 90 degrees on the C axis.

Exchangeable-head end mills can be unscrewed when worn and replaced without setting the tool-length offset.
Share









To manufacture a large Lockheed Martin component, JWF Industries, based in Johnstown, Pennsylvania, purchased what is probably the largest machine in the region, says owner Bill Polacek. However, the machine itself was only part of the solution. The company also needed long-reach tooling to cut the large part. By working with cutting tool supplier Sandvik Coromant (Fair Lawn, New Jersey) and paying attention to the tool-up process, JWF was able to keep production in-house and shave weeks off of the expected production time.
What started as a one-man garage shop in 1957 by John Polacek Sr. has become a diversified contract manufacturer that makes parts and assemblies for large commercial OEMs and defense prime contractors. The company produces everything from small to very large components, but most products are medium-size. Through the years, constant change has forced JWF to adapt. For instance, only two to three years ago, 70 percent of the business was defense. Today, that mix has changed, and commercial equipment comprises about 70 percent of the business. With almost 1 million square feet of facility space and 425 employees, JWF is able to take on large projects. One component, though, had Mr. Polacek wondering if he had bitten off more than he could chew.



That component was an 8-foot by 18-foot Lockheed Martin frame used as a platform for radar assemblies. JWF invested close to $3 million in an MCR double-column gantry with a 26-foot table from Okuma (Charlotte, North Carolina), in part, with the Lockheed Martin project in mind. Because of this, machine optimization was crucial. JWF also invested in elaborate fixturing to hold the frame part.
Machining the frame required long-reach boring, milling and drilling tools—some extending well over the gauge line. Mr. Polacek needed a secure process and tooling selection, and he needed it quickly. JWF was under the gun to produce the first-piece runoff and inspection in order to assure the customer that the frame’s machining phase was low risk. The machine was installed in late fall and the clock was ticking for a January 2012 deadline.
To optimize the process, he called in John Dolan, productivity engineer at Sandvik Coromant, to look at the specs, the product, the carbon steel workpiece and the application. Mr. Dolan’s first recommendation was a different tooling setup. Several milling and boring features on the frame component required long overhangs ranging from 8 to 28 inches from gauge line. To boost productivity, Mr. Dolan suggested a damped Sandvik Coromant milling adapter combined with the CoroMill 490 and CoroMill 390. The positive rake angle and free-cutting geometry backed by shim protection on the CoroMill 490 enabled support features to be milled on the frame. Also, the CoroMill 490 achieved 32 finishes out of the box. With the damped adapter, JWF can run aggressively at 500 sfm and 0.006-inch fpt. One milling-specific feature required a large corner radius on the inserts, which are standard products for Sandvik Coromant product.
Boring the front knuckle required a tight hole tolerance through 10 inches of gauge length. Sandvik Coromant’s DuoBore 870 damped unit enabled operators to bore at high surface footage and feed rates while maintaining straightness and hole quality. Also, the CoroMill 390 face mill and CoroMill 216 ball mill were productive in milling the steering knuckle features and radii.
As a defense project, datum points were critical on this project. The points required 0.001-inch flatness tolerances and 125 RMA surface finishes. Thousands of datum points needed to be inspected, which required zero-defect manufacturing. To produce these specs on material that is only 0.375-inch thick on a weldment, the company used a 1.5-inch-diameter CoroMill 490 with 14-mm inserts that feature PL grade 1030 coating. The positive rake and geometry of the cutter gave operators the tolerance and finish necessary to mill the 0.25-MIN-in.-thick datum. Working with JWF methods engineer and programmer Tom Robine, Mr. Dolan tried different programming techniques, and a spiral morph pattern provided the productivity needed without putting unwanted tooling pressure on the thin gauge material.
The most challenging part on the frame, from a tooling standpoint, was a series of slots on the side. The tool needed to extend about 28 inches from the gage line. Using Coromant Capto C8 extensions, Mr. Robine and Mr. Dolan built out an exchangeable-tip CoroMill 316 so they could reach under features on the frame to mill the slots. Though they relied on the steep taper CAT 50 at the spindle, the tool assembly was able to ramp-mill the slots while still running elevated cutting data. Having the strongest coupling available also boosted productivity.
“The exchangeable-head end mills can be simply unscrewed when worn, and replaced without setting the tool length offset,” Mr. Robine says. “Any time you don’t have to measure a 28-inch tool, the risk of tool damage is reduced, and you get productivity gains for keeping the machine making chips.”
Using CoroMill 460, 870 and 880, Mr. Robine and Mr. Dolan ran some 360 sfm and feed rates of 0.008 to 0.012 ipr to drill various holes. This made drilling the frame components a time-saver, since no spot drilling or peck drilling was needed. Though speed was an important factor, being able to drill through 120 feet of material on the edge was also extremely important because having to change out tools is costly and time consuming. The extended tool life equated to better cycle times and more green-light production. That durability teamed with Sandvik CoroTap taps, which run between 84 to 112 sfm, made holemaking extremely productive, the company says.
JWF produced the first piece runoff in record time. The first piece, which is usually machined more slowly than production, was still finished two weeks faster than when the company was outsourcing the machining hundreds of miles away. With the project now being completed in-house, JWF has the ability to machine three frames in the time it once took to machine one frame, and the company has control over its own process.
According to the company, one key to its success was buying the right tools from the start. It was nearly a $30,000 investment, but considering the size of the contract and the cost of the machine bought to accomplish it, getting into production without delay was essential.
















Related Content

The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Eight Articles to Understand Live Tooling
A roundup of the most read articles about live tooling on Modern Machine Shop.
Read More
Shop Reclaims 10,000 Square Feet with Inventory Management System
Intech Athens’ inventory management system, which includes vertical lift modules from Kardex Remstar and tool management software from ZOLLER, has saved the company time, space and money.
Read More
Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More