
Waterjet Taper Control, Pump Speed Part Production
Equipped with a high-pressure pump and articulating cutting head, a waterjet from Flow International has enabled this job shop to produce parts faster and more cost-effectively.
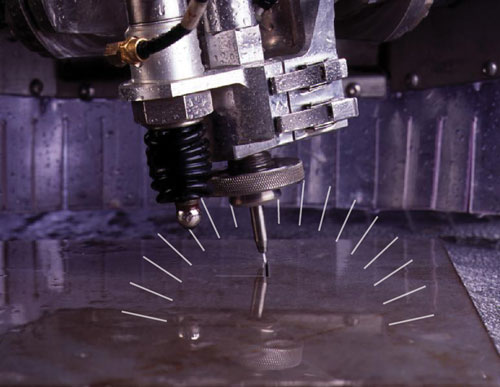
Via mathematical calculations that work behind the scenes, Flow’s Dynamic Waterjet technology angles the cutting head as-needed to compensate for taper and stream lag.

The effects of stream lag, which occurs when the bottom end of the cutting stream lags behind the top, are clearly visible in this shot from Flow International.

The same part, machined this time with Flow's Dynamic Waterjet technology to compensate for stream lag and taper.
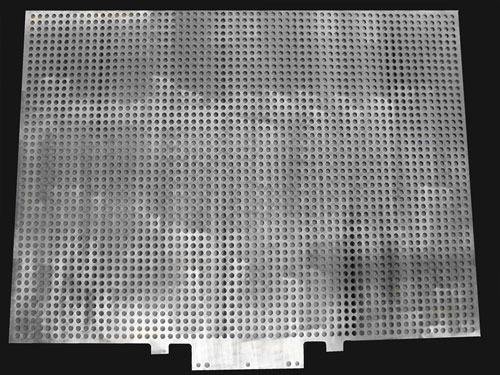
At W. Haut, waterjet has proved useful for piercing holes accurately and quickly in a wide variety of materials. This part, one of four components that make up a filter, is constructed of lightly polished, mild steel.

This Viking logo tile design “was a great opportunity to get creative and really show what the waterjet could do,” says Michael Haut, waterjet manager at W. Haut Specialty Co. The 15-square-foot section of tile, which currently resides in a local school’s gymnasium, started with a black-and-white picture that Michael reproduced in AutoCAD. After cutting the inlays, the shop numbered each piece and created a master key to enable the customer to put the tiles together.
Share









for the operator. That’s because all the mathematical calculations work behind the scenes to trigger the appropriate commands to the cutting head’s five axes. The operator simply enters basic cutting parameters, such as material type, material thickness, cutting speed, desired edge quality and so on, and the software does the rest.







.png;maxWidth=300;quality=90;format=webp)








Related Content

Where Micro-Laser Machining Is the Focus
A company that was once a consulting firm has become a successful micro-laser machine shop producing complex parts and features that most traditional CNC shops cannot machine.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read More
How to Determine the Currently Active Work Offset Number
Determining the currently active work offset number is practical when the program zero point is changing between workpieces in a production run.
Read More