What's the Best Insert for Finishing Steel?
Sponsored ContentFinish turning operations can cost more than you think in cycle time and tooling. Here’s some real test data on what insert works best, cermet vs. carbide and coated vs. uncoated.
Share
See below to view test video.
There has been tremendous progress made in recent years on ways to make roughing operations more efficient. But what about finishing? Long cycle times may be necessary to generate high-quality surface finishes, and frequent insert changes are often required, further increasing tooling costs and non-machining time. As the materials get more difficult, the issue grows larger.
So what’s the best insert for finish turning steel? To help answer that question, well-known cutting tooling manufacturer—Kyocera Precision Tools—ran a series of cutting tests to see which combination of cermet or carbide materials and coatings would provide the best total value in side-by-side comparisons. Here’s what they found out.
Testing for Speed, Finish and Insert Wear
For roughing applications, shops can run at higher cutting speeds, larger depths of cut or higher feed rates to maximize the metal removal rate and shorten cycle times. However, in single-pass finishing operations, the depth of cut is usually fixed so that only cutting speed and feed can be addressed. Additionally, most workpieces have some surface finish specified that limits the maximum feed rate. On straight cuts, we can consider wiper inserts, but for profiling or angled cuts wipers are ineffective. In those cases, only an increase in cutting speed will reduce cycle time.
Cermet inserts have long been regarded as an excellent option for finishing steel. Chemically inert and thermally stable, the insert is highly resistant to edge buildup and crater wear which improves tool life while providing excellent surface finish. But the question remains about the best coating: CVD, PVD or no coating? For the test, these three versions of cermets were compared along with a CVD-coated carbide insert designed for machining steel.
The cutting test compared four inserts run at their maximum recommended cutting speed for finish turning 1045 steel.
All the inserts used in the test are manufactured by Kyocera. They are:
- CCX - Kyocera’s new CVD-coated cermet with a recommended finishing speed of 450 m/min (1476 sfm)
- PV710 - PVD-coated cermet – 320 m/min (1050 sfm)
- TN620 - Uncoated cermet – 320 m/min (1050 sfm)
- CA515 - CVD-coated carbide – 280 m/min (918 sfm)
All insert grades were tested at the same depth of cut and feed rate. Cutting speeds were set at the maximum recommended speed for finishing the 1045 steel used in the comparison. The test was set so that each insert removed the same amount of material from the workpiece. All tools performed 100 passes at 0.5mm (0.020") depth of cut, and 0.1 mm/rev (0.004 ipr) feed.
The Results
Naturally, the inserts that run at higher speeds made it through the material faster than those run at slower speeds. As you can see from the chart below, Kyocera’s CCX CVD-coated cermet delivered shorter cycle times due to its ability to run at much higher cutting speeds than conventional cermet and carbide inserts.

As shown, the cermet inserts can generally run at higher speeds than carbide, but the CCX CVD-coated cermet delivered the lowest cycle time (26.79 minutes) by a substantial margin.
But speed was only part of the test. How did the inserts perform in their wear properties and the ability to maintain good surface finish over time? As for wear, the inserts were measured at regular intervals with nose wear plotted versus both distance machined and time in the cut. Three of the inserts performed similarly well in wear resistance while the uncoated cermet started to exhibit high wear at about 2.5 miles into the cut. The wear vs. time plot looks very similar, though by that measure, total time varied relative to each insert’s cycle time. See details on wear vs. distance and time.
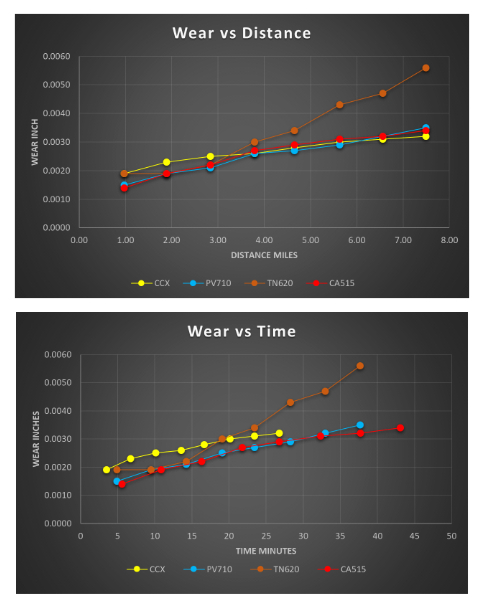{kind=link}

The inserts exhibited similar resistance to wear except for the uncoated cermet.
Surface finish vs. distance was also plotted to see how well the inserts held up. There is no benefit to run at higher speeds if the tool life is unstable or too short. Kyocera’s PV710 cermet grade with its super smooth MEGACOAT NANO PVD coating provided the best surface finish and maintained the highest degree of consistency throughout the test, though at a slower cutting speed. Here too, the uncoated insert showed the most rapid decline due to its wear rate, and carbide was not able to achieve the levels of surface finish generated by the cermets.
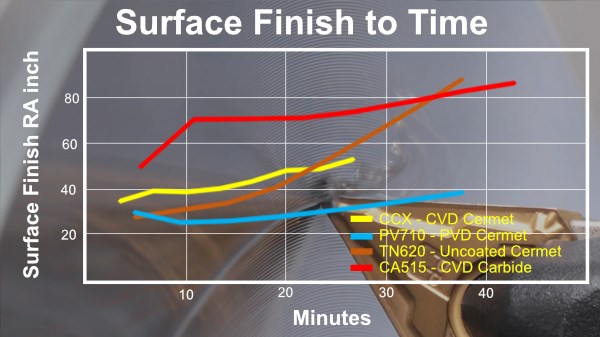
The ability to achieve and maintain a fine surface finish was the second biggest differentiator among the inserts after cutting speed.
About the Inserts
Though this test showed that the CCX CVD-coated cermet insert offered the best overall performance in high speed finishing of steel and the PV710 PVD-coated cermet maintained the best surface finish, it’s important to remember that how any insert performs depends on the application. Here’s a bit more on what each insert in this test is designed for.
CCX
This newly developed CVD-coated cermet grade for finishing increases productivity with high-speed machining applications and provides excellent wear resistance for low carbon steel, general steel, and cast iron.
PV710 and TN620
These PVD-coated and uncoated inserts are both part of Kyocera’s Hybrid Cermet line for high-quality surface finish machining that spans a range of general purpose and high-speed, continuous finishing applications. The Hybrid Technology combines conventional and high-melting point bonding processes to make inserts with improved fracture and wear resistance while providing excellent surface finishes.
CA515
The CA515 insert is designed for high-speed continuous to light interrupted cuts. It is part of the CA5 Series line of CVD-coated carbide inserts that offer long tool life and stable machining of steel across a range of applications including high speeds, continuous to light interrupted cuts, heavy interrupted cuts, high feed rates, and general purpose machining.
Go here for more information on Kyocera Indexable Tools for Turning.

