


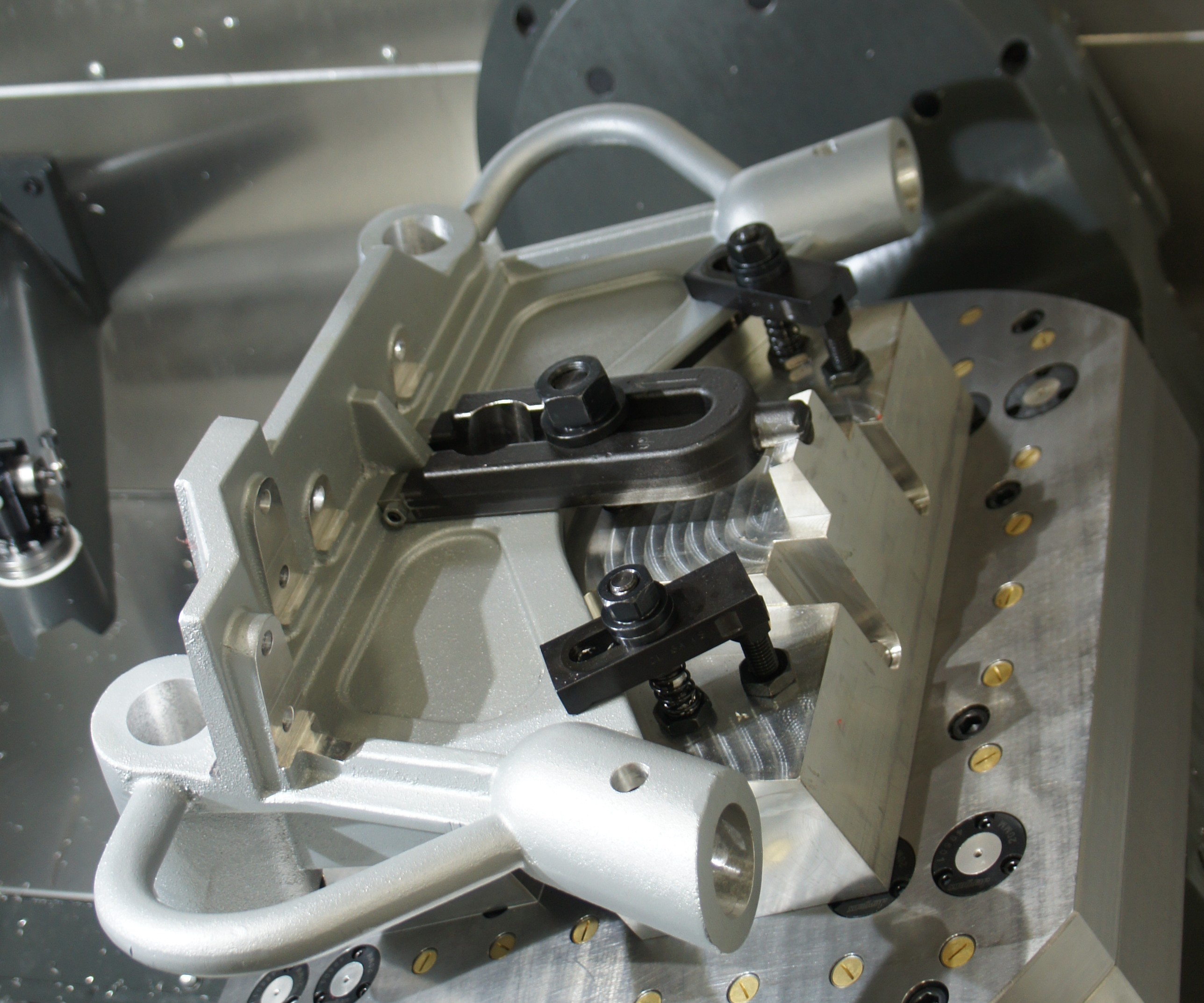
Contour Precision Milling & Machining specializes in oddly shaped, difficult-to-machine milled parts, many of which require custom fixturing. In this example, tilting the five-axis machine’s table provides access to features such as the angled bores on either end of the part.
The Jergens ball-lock system enables fast and easy fixture change-overs. Most of the shop’s workhorse machine tools are equipped with this system.

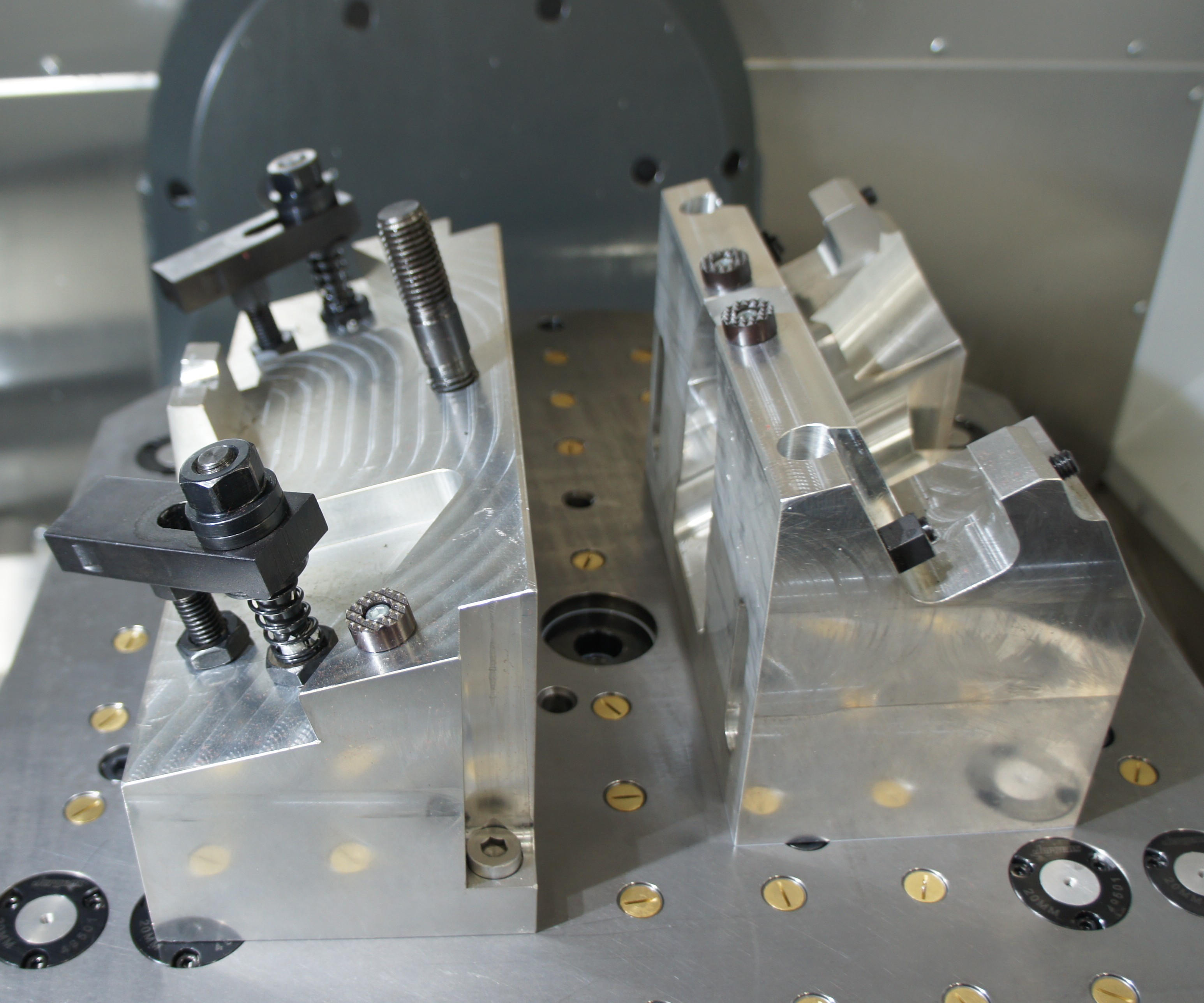
Andy Marchand, CNC setup operator, sets up a component for a cast assembly on one of pallet while another part is being machined on one of the shop’s horizontal machining centers, which have more automated capability than the five-axis models.

Here is a closer look at the fixture in the previous picture. It is configured in this way because clamping over the flange edge would result in machining away part of the fixture.
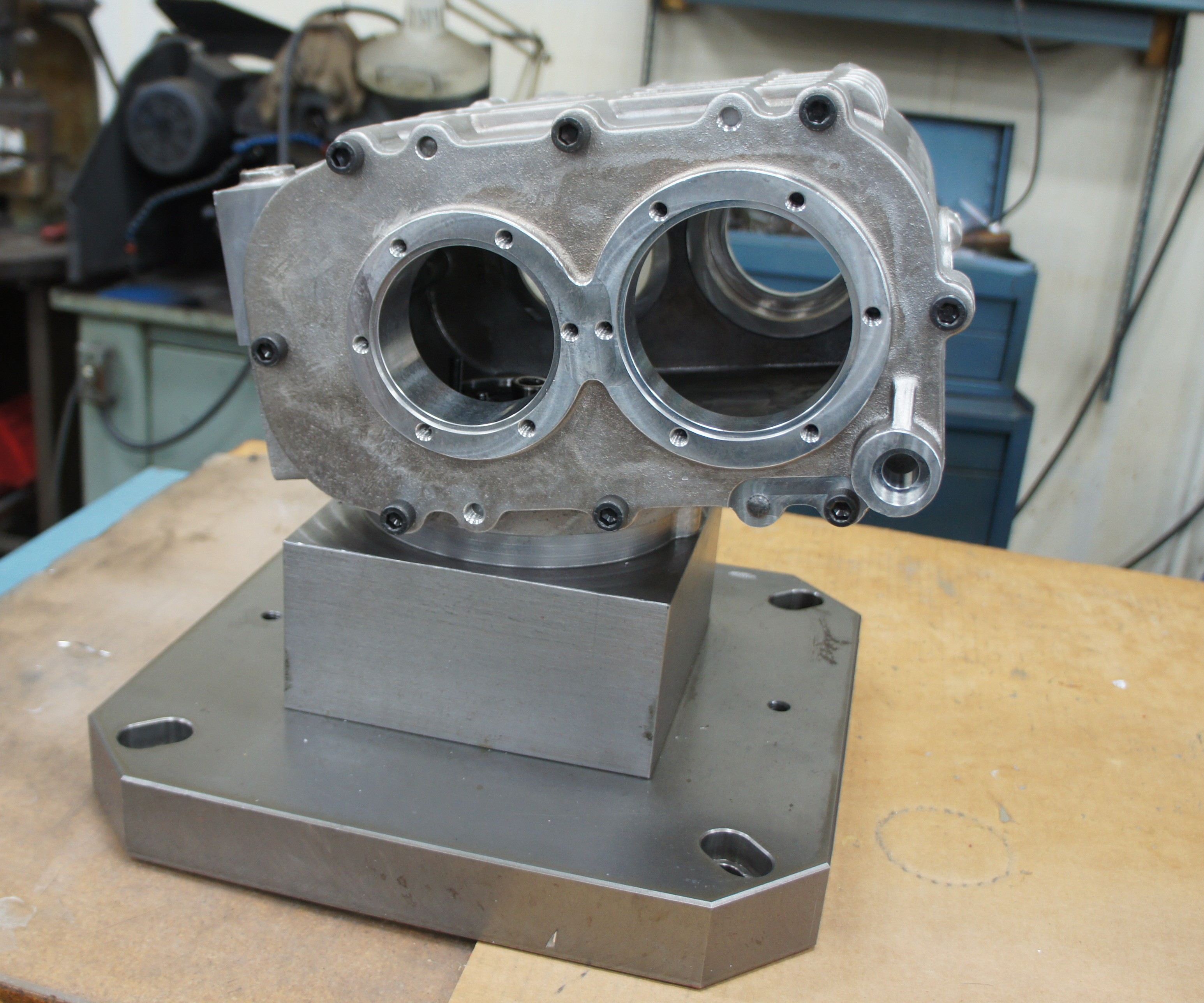
Although typically a value-added, back-end service, assembly happens before machining is complete on this job. Assembling components before finish-machining both ensures that the two large bores on one component precisely align with those on the other. This is more efficient than machining separately, which would require maintaining higher precision on the smaller, connecting dowel holes. The part is mounted on an adjustable, inner-diameter (ID) clamp from Mitee-Bite.
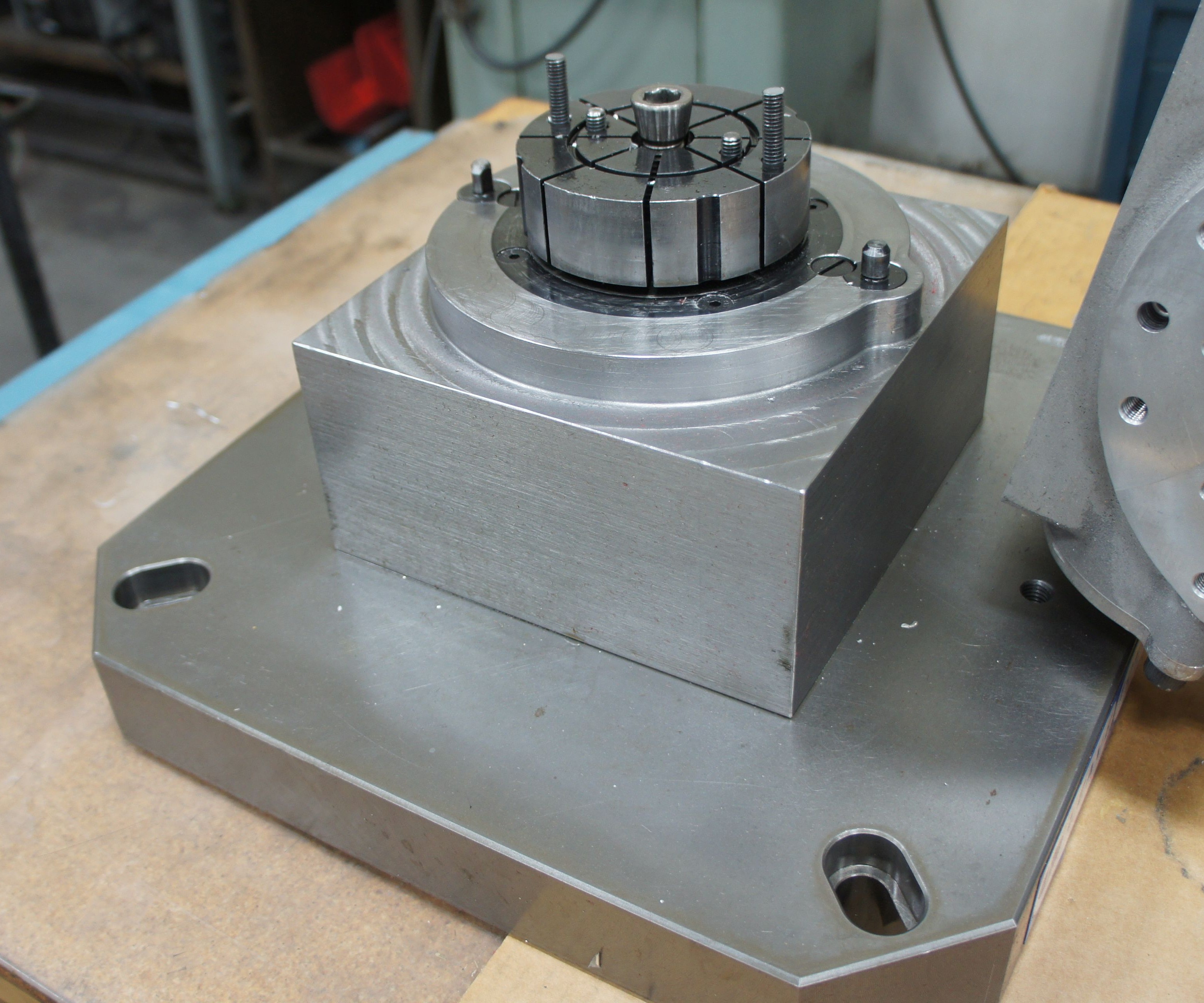
Here is a closer look at the Mitee-Bite ID clamp from the previous picture.

Inconsistent raw material is one of the shop's primary challenges, and it results from more than just the casting or forging process. For instance, the marks on this casting indicate where extra material was ground-off at the foundry. The results of such manual work tend to vary from part to part.
Share









Phillips Corporation
Featured Content
View More




Phillips Corporation - Education
Featured Content
View More
Some machine shops take on work that does not necessarily jibe with their capabilities. That is not the case for Contour Precision Milling & Machining. Instead, this Northeast Ohio shop has chosen a particularly specific niche: low-volume, repeat jobs involving non-round, non-square milled components, particularly castings and forgings. Although this oddly shaped work requires substantial planning and problem solving to develop an effective machining strategy, the shop’s extensive engineering capacity and expertise in designing and building custom fixtures enable it to excel milling these types of challenging parts on equipment including pallet-fed horizontal machining centers and five-axis machines.
Designing and building its own workholding devices is one of the most important ways Contour Precision helps customers get products to market fast. These tasks fall largely to people such as plant manager Brian Whitt, who started as the shop’s first apprentice more than 20 years ago, and senior manufacturing engineer Mike Kerecz, a nine-year shop veteran. The fixtures they make for castings, forgings and other components with complex geometries are all different, but many of the same principles and strategies apply. Here are a few examples:



Start fresh. Engineering and design assistance is a key value-add for Contour Precision. Ideally, the shop can get involved early enough to choose the starting point for machining, which typically becomes the reference datum against which all critical features are measured. “We just quoted a job that called for holding a rather large machining feature true to a really tiny surface, and that’s not a good way of designing things,” Mr. Whitt says. “We’ll try to work with the customer on the GD&T (geometric dimensioning and tolerancing) for that one.” Given variations in the casting or forging process, the starting point should also have enough stock for initial machining to ensure an even, consistent surface from part to part.
Make time for troubleshooting. For many jobs, the shop does not get a chance to provide design assistance. Mr. Whitt and Mr. Kerecz say it is common for gates, risers and other features of casting and forging molds to be placed with little regard for later machining of the components that emerge from the tooling. All leave extra material behind, and machinists might not know exactly where until the workpiece is in hand. What’s more, results can vary from part to part when foundries remove this material themselves, compounding the natural material inconsistencies of the casting or forging process. On-the-floor experimenting and troubleshooting often are the only ways forward.
Hold on loosely (but don’t let go). Fixtures must strike a balance between gripping parts securely enough for machining and preventing part warpage and “spring-back” upon release. “Usually, holding looser will give you the better-quality part, although you might have to adjust the machining operation to do that,” Mr. Kerecz says. “This enables you to machine the part the same way you inspect it when it’s not in the fixture.”
Make it easy. However complex the workpiece, the fixture needs to be as simple and easy to use as possible for machinists on the shop floor. Otherwise, both time and part quality could be at stake. Beyond attention to ergonomics and the intricacies of loading and unloading during the design phase, this can be facilitated by off-the-shelf technology such as Jergens’ ball-lock mounting system, which is designed for fast, easy and repeatable changeovers. Detailed setup instructions also help ensure consistency from part to part.
Contour Precision & Machining has expertise in more than just fixturing, the shop also has lessons to share in alluring and securing customers.








Related Content

When ‘U’ Want to Turn on a Mill
A U-axis head can be a good option for shops hoping to perform turning and boring operations on a CNC milling machine.
Read More
Finding the Right Tools for a Turning Shop
Xcelicut is a startup shop that has grown thanks to the right machines, cutting tools, grants and other resources.
Read More
Tool Presetters Reduce Downtime, Human Errors and Scrap
Using a presetter to set up tools offline instead of touching them off in the machine means more spindle uptime for shops, regardless of size or machine type.
Read More
Roughing First: New Strategies for Blisk Machining
Aerospace shops looking to cut cycle time and tool wear on integrally bladed rotors often focus on finishing. But rethinking the roughing stage can increase how much material can be safely removed while accelerating throughput.
Read MoreRead Next

WEBINAR: From Machine Data to Guided Action: How Modern Shops Are Closing the Execution Gap
In this webinar, MachineMetrics Product Manager Josh Fish is joined by Pindel Global Precision's Thomas Deslongchamps, for a candid look at what closing the execution gap actually looks like inside a precision machining shop.
Read More