
Starrett AVR-FOV 0.14X Provides Widest Yet AVR Field-of-View
Starrett’s AVR-FOV 0.14X features a 0.14 magnification lens with the widest-yet AVR field-of-view, and delivers measurements accurate to the micron level.

Share









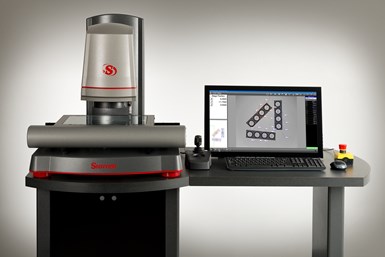
The L.S. Starrett Company has launched the AVR-FOV 0.14X, a variation of its AVR300 Multi-Sensor Vision System. This variation features a 0.14 magnification lens with Starrett’s largest field-of-view to date on the AVR Series, at 2.36" x 1.90" (60 mm x 48 mm). With “superimage” technology, which stitches together multiple images to form one larger image, and touch probe technology, Starrett says the AVR-FOV 0.14X can accurately inspect a wide range of features on large and complex parts, as well as multiple small parts.
The AVR-FOV 0.14X’s automated part programs deliver accurate results to the micron level in a matter of seconds with “Go/No-Go” tolerance zones, and provide data in one easy-to-interpret report. Starrett says these features help metrology users in manufacturing facilities or QC labs produce accurate, fast and repeatable results.



"Building on the success of the AVR300 multi-sensor system, customers can now measure and inspect a wider range of parts, including those that are complex with intricate features," says Mark Arenal, general manager of Starrett’s Metrology Division. "The interface on the AVR-FOV 0.14X is user-friendly and intuitive so all users, including operators on the shop floor, can complete the inspection process."
The AVR-FOV 0.14X lens comes equipped with MetLogix’s M3 software package, a mouse and a touchscreen monitor to simplify user interaction. Programmable light outputs can integrate into the program as defined steps, such as activating when the automatic part recognition program initiates. An optional Renishaw touch probe quickly acquires discreet points along a part’s profile, as well as Z-axis measurements.
Starrett says the AVR-FOV 0.14X has an XYZ travel of 12" x 8" x 8" (~300 mm x 200 mm x 200 mm).
Related Content
-
Turning Fixed-Body Plug Gages Inside Out
Fixed-body mechanical plug gages provide fast, high-performance measurement for tight-tolerance holes.
-
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
-
4 Ways to Establish Machine Accuracy
Understanding all the things that contribute to a machine’s full potential accuracy will inform what to prioritize when fine-tuning the machine.








