
Applying “Dengeling” to Finish Turbine Blades
This alternative to grinding, polishing and shot peening enables turbine blades to be machined and finished on one five-axis machine in one setup.

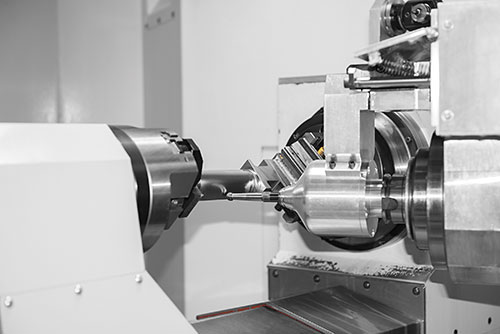
By oscillating a tungsten carbide tool at high frequencies, the on-machine “dengeling” process…

…can generate roughness values of just 0.2 micron Ra while improving the hardness of machined turbine blades.
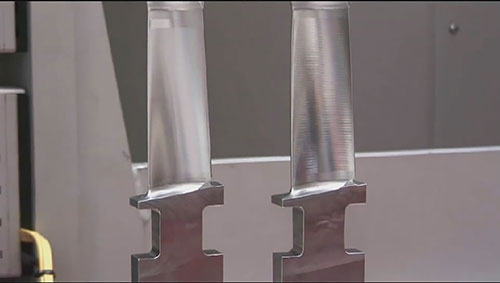
An example of an as-machined blade is shown on the right, while the blade on the left has been finished via the dengeling process.
Share











Phillips Corporation - Education
Featured Content
View More

Phillips Corporation
Featured Content
View More

You might know “dengeln” (German for sharpening or honing) to be a manual process whereby a hammer and anvil are used to smooth and sharpen the blades of scythes or sickles. Today, a more advanced version of this concept is being applied to finishing turbine blades on the same five-axis machine that mills them.
Machine tool builder Starrag has developed what it calls its “dengeling” process for its LX series turbine blade machines to eliminate secondary polishing, grinding or shot peening operations, producing a ready-to-install blade in a single clamping. The technique can also eliminate manual polishing for dies and molds.



The dengeling process is performed after five-axis roughing and finish machining operations that create the blade profile. It uses an electrically powered head installed in the machine’s spindle that oscillates a tungsten carbide tool such that the tool’s spherical tip repeatedly impacts the blade at a rate as high as 600 Hz. As shown the video above, the process takes advantage of the five-axis movement provided by the machine (in this case, a Starrag LX 051 turbine blade machine). Dengeling cycle time is comparable to a finishing milling operation and delivers a surface finish of 0.2 micron Ra. The dengeling head can be stored in the machine’s toolchanger magazine like any other tool when not being used.
Michael Koller, Starrag product manager, says the dengeling process changes the original structure of the boundary layers on the part’s surface to a depth of 10 mm. As in a hardening process with quenching phase, a “distortion” of the atomic lattice occurs as the tool impacts the part. Therefore, the internal compressive stress (thus endurance strength) can be increased at specific areas of the part with precise control. The amount of increased hardness depends on the type of material (see Table 1), and the process can be applied on virtually every material that can be processed by means of plastic deformation.
The dengeling process is said to offer a number of blade performance advantages. In terms of material fatigue, crack initiation and propagation can be suppressed through the residual compressive stress that’s generated combined with the smooth surface. This differs from a grinding process that creates a smooth surface by simply cutting the scallops that remain following milling, because the surface cracks will remain. The dengeling process closes those cracks while compressing, hardening and smoothing the surface.
Material wear resistance can be significantly improved, too, because of higher surface hardness and better finish, while the threat of stress corrosion cracking commonly due to surface tensile strain is minimized. This means parts that are exposed to changing dynamic loads will have better fatigue resistance and a longer life.
Although shot peening is also widely used for finishing and hardening turbine blades, Mr. Koller says initial tests demonstrate that the dengeling process is more targeted and more controlled, with all programming performed using Starrag’s RCS 7 dedicated blade CAM system. Therefore, there is no need for covering or masking part areas that are not to be treated, and it is possible to hone critical thin areas at a blade’s edge more selectively.












Related Content

4+2 Machining Cuts Cycle Times From Days to Minutes
By moving from legacy jig bores and tilt tables to a milling and boring machine, Highland Manufacturing cut cycle times from days to minutes on high-tolerance, large-diameter parts.
Read More
Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read More
DN Solutions and HELLER: A United Vision for U.S. Manufacturing Renewal
With new technical centers in North America and the pending acquisition of HELLER, DN Solutions is expanding service, capacity and technical support for U.S. manufacturers. In this exclusive interview, CEO WJ Kim outlines what customers can expect.
Read More
When to Use 3+2 Versus Full Five-Axis for Finishing Operations
Consider the entire system — along with your goals — when deciding between a full five-axis or a 3+2 approach.
Read MoreRead Next

WEBINAR: From Machine Data to Guided Action: How Modern Shops Are Closing the Execution Gap
In this webinar, MachineMetrics Product Manager Josh Fish is joined by Pindel Global Precision's Thomas Deslongchamps, for a candid look at what closing the execution gap actually looks like inside a precision machining shop.
Read More
