
Advancing Manufacturing, Tomorrow and Today
A drilling solution improves the production of a component that is critical for correcting spinal disorders. Meanwhile, an apprenticeship program ensures that improvements like this one can continue into the future.

Alphatec’s Carlsbad plant is a clean and modern production facility.
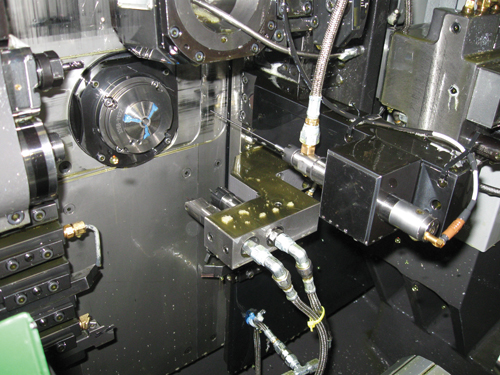
In this view of a CNC Swiss-type machine’s work zone, the cylinder holding the long drill is the TriboMAM unit. The device moves the drill in and out of the cut at a rate of hundreds of times per second to make deep-hole center drilling more effective.

This titanium screw, which is more than 2.6 inches long, requires a 1/16-inch hole through its length. Previously, the shop used cannulated stock to avoid drilling this hole.

Frank Phan helped prove out the new modulation-assisted machining process. The TriboMAM controller can be seen on the low shelf of the blue table.
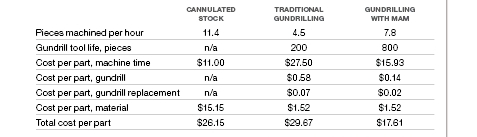
Using cannulated stock was more economical for the screw with the challenging hole given the long cycle time and short tool life of gundrilling. Modulation-assisted machining improved gundrilling’s cycle time and tool life to make this the better choice. Extended tool life reduces the drill’s cost per part, while decreased cycle time reduces the cost per part of the machine time.

Anodizing is one of the more recent processes the company has brought in-house. This anodizing line now operates directly alongside the CNC machine tools.

Sean Tillett is developing the curriculum for the apprenticeship program. The part he is holding is a business card holder machined from plastic—an example of a project he might assign to apprentices to test their machining skills.
Britney Heil was one of the first high school graduates selected for apprenticeship training. Previously she worked in a fast food restaurant. Completing three years at Alphatec will earn her a state-approved journeyman certificate.
Share









For Alphatec Spine, the ability to drill just one additional hole in a polyaxial bone screw reduced the cost of this company’s production process by more than $1,000 dollars per day. To be fair, this was a particularly challenging hole.
Alphatec makes high-value parts. The parts are valuable in terms of not only the engineering and production investment they represent, but also their impact on end users. Alphatec’s product line consists of spinal implants and surgical instruments aimed at improving quality of life for patients with spine disorders.



Manufacturing expertise is central to the company’s mission. Only by owning and understanding key production processes is the company able to continually refine them, and in this way improve the sophistication and performance of its products. Within Alphatec, the inclination is not to offload manufacturing but to insource it—with management routinely alert for ways to justify bringing even more of the company’s production in-house. Last year, the company’s Carlsbad, California facility brought in one of the most vital production-related processes of all: personnel development. A new apprenticeship program now recruits promising high school graduates into this facility, training them to join the 120 production-related employees staffing manufacturing today.
Among those manufacturing employees today are CNC programmer Hector Acosta and machinist Frank Phan, who worked to prove out the new bonescrew drilling process that realized such high cost savings. This bonescrew, which attaches a spinal corrective system to the pelvic bone, is part of a special minimally invasive product line. During surgery, a guide wire threads through this screw to minimize the incision size. The hole through the screw’s length is 1/16 inch in diameter, and the screw can be as long as 2.686 inches. The resulting length-to-diameter ratio is more than 40. As a result, machining this hole effectively might be challenging in soft metal, let alone in the screw’s titanium. The analysis that produced first one solution to this challenge, then an even better solution, illustrates precisely the sort of knowledgeable attention to manufacturing that Alphatec does not want to lose as manufacturing talent becomes more scarce in the future.
Drilling Drawbacks
The ideal choice for producing that long hole in the bonescrew was always drilling, using the same CNC cycle that machines the rest of the part. Alphatec produces bonescrews on Tornos and Tsugami CNC Swiss-type lathes, and gundrilling on these machines is routine for larger screws that have larger-diameter holes. Trying to gundrill the small-diameter hole proved problematic for at least two reasons.
One is speed. The slender drill had to advance gingerly into the titanium part. Cycle time for the entire part was long, solely because of the addition of this one long drilling step.
The other factor was tool life. This life was not only short, but also unpredictable. Gummy titanium chips could bind in the hole suddenly, snapping the drill. “Some days we burned through gundrills,” Mr. Acosta says.
Considering the expense of both the drills and the cycle time (click on the table at left), Alphatec determined that its most cost-effective choice was to purchase cannulated stock—or barstock with the through-hole already in place. This stock was nearly 10 times the cost of solid titanium bar. Nevertheless, the cost was justified in the absence of a more efficient process for placing the hole. Production personnel continued to search for an alternative to the cannulated stock, however, and at the International Manufacturing Technology Show in Chicago in September 2010, they found it.
Modulated Machining
Part of Tsugami’s exhibit at this show was a technology for performing peck drilling with gundrills on CNC Swiss-types. Peck drilling itself is nothing special—Alphatec had tried inserting pecks in its own gundrilling cycles, but this merely increased drilling time without preventing the danger of titanium chips binding. The difference with this technology was the rate of pecks it made possible. Here was a system capable of peck drilling at a frequency of 1,000 pecks per second.
“Modulation-assisted machining” (MAM) is the name of this technology, developed by M4 Sciences of West Lafayette, Indiana. This company’s “TriboMAM” product is a toolholder that uses a built-in motor to oscillate a drill in and out of the cut, in minute increments, at a user-controllable frequency of hundreds of times per second. The system works with tools up to 5 mm in diameter on Swiss-types and other compact CNC turning machines, using a simple controller that locates near the machine. Through its modulation, the TriboMAM achieves peck drilling that is dramatically more effective than typical programmed peck cycles. Further, it does so without adding to cycle time. The pecks occur so rapidly that the delay is undetectable. In fact, feed rate almost always increases with this system, because the MAM process dices chips so finely that the danger of chips binding can disappear.
Working with the plant’s manufacturing engineering team, Mr. Acosta and Mr. Phan fine-tuned the process to realize the greatest benefit from TriboMAM drilling (see the boxed article on the next page). Total part cycle time was held to 6.9 minutes, compared to the 11.9 minutes required to machine the bonescrew before the shop opted for cannulated stock. Tool life not only multiplied, but became more reliable. These improvements enabled the shop to break away from the cost and the dependence on a supplier that came with using cannulated stock. The TriboMAM machining even improved the performance of the component itself, because the finish of the hole is now better than what either the previous gundrilling or cannulated stock had been able to offer. A smoother surface means the tiny wire goes through this hole more easily during that critical moment when the surgeon applies the screw.
Tim St. Martin, Alphatec’s manager of manufacturing engineering, is probably closer than anyone to recognizing the precise cost-effectiveness of this new drilling process. At savings of over $1,000 per day, he says this process completely paid for itself two times during its first year of use. The company has since purchased a second TriboMAM unit for another of its Swiss-type machines.
Kermit Stott is Alphatec’s VP of operations. Technology allowed the company to realize this solution, he says, but there is another aspect of this success that shouldn’t be overlooked. The company would not be able to innovate this way without people who are able to both recognize the potential for improvement in the company’s processes and apply technology toward realizing that potential. With Boomer-age manufacturing professionals leaving the workforce and few young people seeking manufacturing-related training, the talent pool for manufacturing is being depleted. Long term, this shortage of fresh employment prospects represents a far greater obstacle to Alphatec’s success than any drilled hole could ever be. To solve this problem and ensure manufacturing innovation in the decades to come, Alphatec has decided to take on the challenge of cultivating employees on its own.
Apprenticeship
Two Alphatec staff members now charged with meeting this challenge are production manager Abhay Vijayan and machinist trainer Sean Tillett. Mr. Tillett, who joined the staff more recently, was formerly a training manager with a machine tool company. At Alphatec, he will focus his efforts on nine young people at a time, because Alphatec plans to recruit three new high school graduates per year into an apprenticeship program that will last three years. Today, he is working with the company’s first batch of three, all hired last summer.
He says Alphatec recognized that “just hoping to bring in skilled people is not going to meet the demand.” The company was accustomed to filling available manufacturing positions with help-wanted ads, but the success rate of those ads was dropping. Manufacturing programs at nearby colleges had closed for lack of demand, sending fewer employment candidates into the local market. As a result, while responses to help-wanted ads remained high in quantity, they were declining in quality. In creating Mr. Tillett’s role, Alphatec saw a way to teach promising students the fundamentals of not only manufacturing, but also the company’s own culture and expectations.
Mr. Tillett started by making presentations at nearby high schools that had shop classes. Alphatec was looking for three students interested in coming to work after graduation, he said. Graduating was key—the students would have to finish school. But after earning their diploma, they could become paid, full-time employees of Alphatec, working 40 hours per week and attending classes after hours. Three years would give each recruit 5,700 hours of on-the-job training plus 436 hours of classroom instruction. This would earn them a journeyman certificate recognized by the state of California, plus a strong chance of an offer of continued employment with Alphatec.
These presentations attracted six candidates who were strong contenders for the three positions. These six were invited in, one at a time, for a tour and a series of interviews. Mr. Tillett and two others at Alphatec conducted the interviews. They then scored the candidates and compared their scores to select the winning three—all of whom have since become familiar faces on Alphatec’s shop floor.
This year, the first year of the program, has been focused on developing the curriculum and finding the right work to assign these apprentices. The goal is not just to expose them to all of Alphatec’s machining- and quality-related operations, but also to engage them in work that is directly useful to the company’s end product.
Mr. Tillett says getting the apprentices plugged into the shop’s day-to-day processes in this way has also delivered side benefits that improve the working environment overall. Experienced employees have now grown accustomed to occasionally explaining their work. The acceptance of this—and the need to articulate work that is often done skillfully and silently—has improved information-sharing throughout the shop.
As for the three chosen candidates, Mr. Tillett says he noticed an important trait that they all had in common. Parents who are interested in preparing their own children for success might take note of this. The candidates were not evaluated on their understanding of manufacturing, because none of them had this understanding. Instead, the evaluation came down to each candidate’s engagement, level of interest, self-confidence, and curiosity about what they encountered during their time in the facility. Only after the three had been chosen was it noticed what these young people had on their resumes that the others did not. Specifically, the three who scored as the best candidates for Alphatec were precisely the three who were already employed, who were already working at some sort of job.
Deep-Hole Drilling on Swiss-Types
Modulation-assisted machining—achieving rapid peck drilling using a modulation unit from M4 Sciences—was the key to solving a gundrilling challenge at Alphatec Spine. However, the solution involved more than just installing the modulation unit. The company’s Hector Acosta and Frank Phan also experimented with a number of variables in order to optimize the process. Here is some of what they learned:
Type of drill. In this application, solid carbide gundrills, rather than drills with carbide only at the tip, offer performance that justifies their cost premium. The tools featuring a coolant passage with a crescent-shaped cross section, instead of circular holes, seem to provide better coolant flow. Because of this feature, Alphatec uses drills from Drill Masters–Eldorado Tool and Guhring. For the coolant itself, the shop uses Blaser Swisslube’s Vasco vegetable-based fluid.
Collet quality. The integrity of the collet’s seal is vital to ensuring that coolant flows only through the drill, not past the drill and out the collet.
Pilot drill. Just prior to gundrilling, the machining cycle places a pilot bore. Three times diameter seems to be sufficient depth for this.
Speed. The machines performing the gundrilling are capable of 10,000 rpm or higher. While Alphatec does not max out spindle speed, the shop routinely runs these drills at 8,000 rpm.
Frequent filter change. Modulated drilling has an impact on machine maintenance. The tiny chip size allows much more of the material to be carried away by cutting fluid. As a result, coolant filters have to be changed frequently.
Pressure. Coolant pressure that is too low won’t permit efficient gundrilling, while pressure that is too high can cause the drill to wobble. In its modulation-assisted process, Alphatec has found the best pressure to be between 850 and 1,250 psi.








Related Content

Heule Holemaking Tool Enhances Precision on Uneven Surfaces
Heule Precision Tool’s Comp V3 is designed for drilling and countersinking uneven surfaces without marking, well suited for aerospace and others where critical finishes are required.
Read More
Sandvik Coromant Solid End Mill Enhances Profiling Efficiency
Sandvik Coromant’s Coromill Plura Barrel end mill is designed for high process security and significant cycle time reductions in aerospace and other high-demand sectors.
Read More
IMCO Carbide Tool End Mills Boost Productivity With Aggressive Tool Paths
IMCO Carbide Tool Inc. introduces the Pow-R-Feed M935 five-flute end mills, designed for higher metal removal rates and free cutting action in mild steels, stainless steels and titanium.
Read More