
Closing the Loop on Data-Driven Manufacturing
Hexagon’s annual conference highlighted strides in expanding beyond metrology to smart factory connectivity.


Attracting more than 3,000 people to the Venetian hotel in Las Vegas June 13-16, HxGN Live was organized into six tracks: geospatial; geosystems; mining; power, process and marine (PPM); safety and infrastructure; and manufacturing intelligence.

Scott Mahrle, business development manager and Smart Quality lead at Q-DAS, demonstrates how HxGN Smart Quality can track and analyze information across multiple machines and multiple locations (in this case, one of four monitored Hexagon facilities). The brand-agnostic system fills three essential roles in managing the “digital thread”: Asset management (status, utilization and ambient environmental information for shopfloor equipment); workflow management (assignment and administration of human tasks); and the provision of actionable intelligence through statistical data analysis.
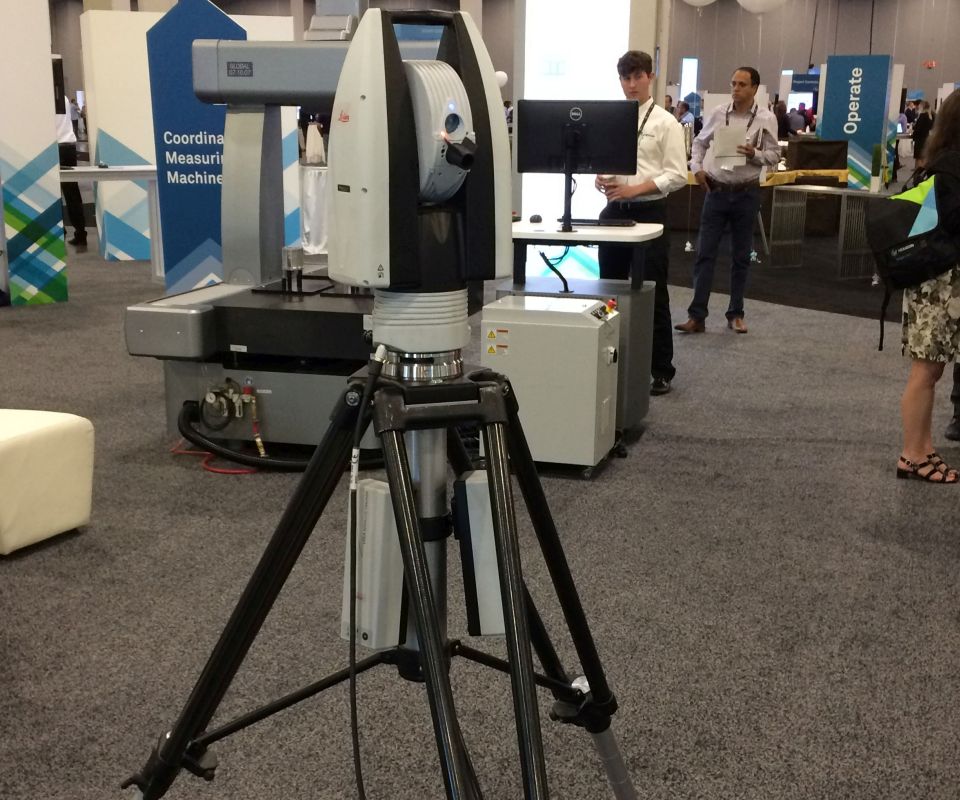
Data-driven technology can add precision to the high repeatability for which robot arms have long been renowned. The Leica T-MAC (tracker-machine control sensor) mounts on the arm itself and serves as a target for the new Leica AT960 laser tracker, shown here. As the robot moves, its position is compared to an ideal identified in simulations at the beginning of the process, and corrections are issued in real time.
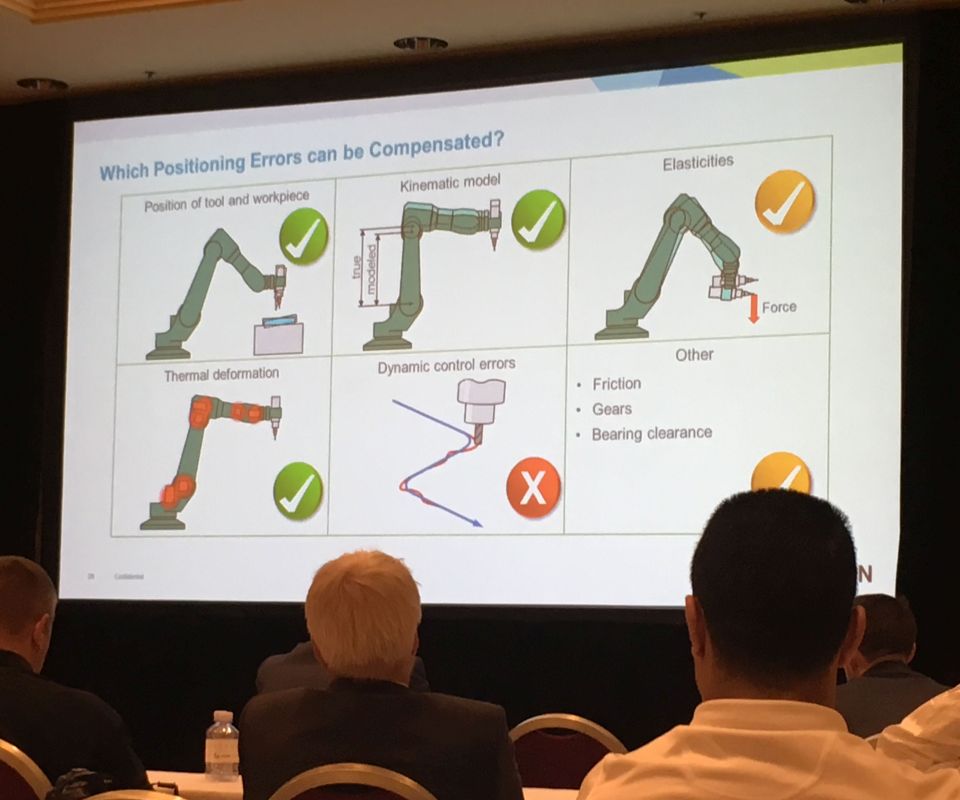
This slide, outlining the kinds of error that can be compensated, was taken from a presentation by Fraunhaufer IFAM, a research institute in Germany that is applying this technology with mobile robot arms to trim massive aerospace components.

Technology that uses virtual data to impact physical processes can facilitate the use of advanced materials. In this case, a Romer arm is employed to laser-scan a composite part, then fitted with a vision system from Apodius, a recent Hexagon acquisition. As shown here, the resulting images are overlaid on the model created by the laser scan. From this information, the system provides a complete map of the specific orientation of composite fibers, information that can be critical to ensure rigidity with this kind of material.
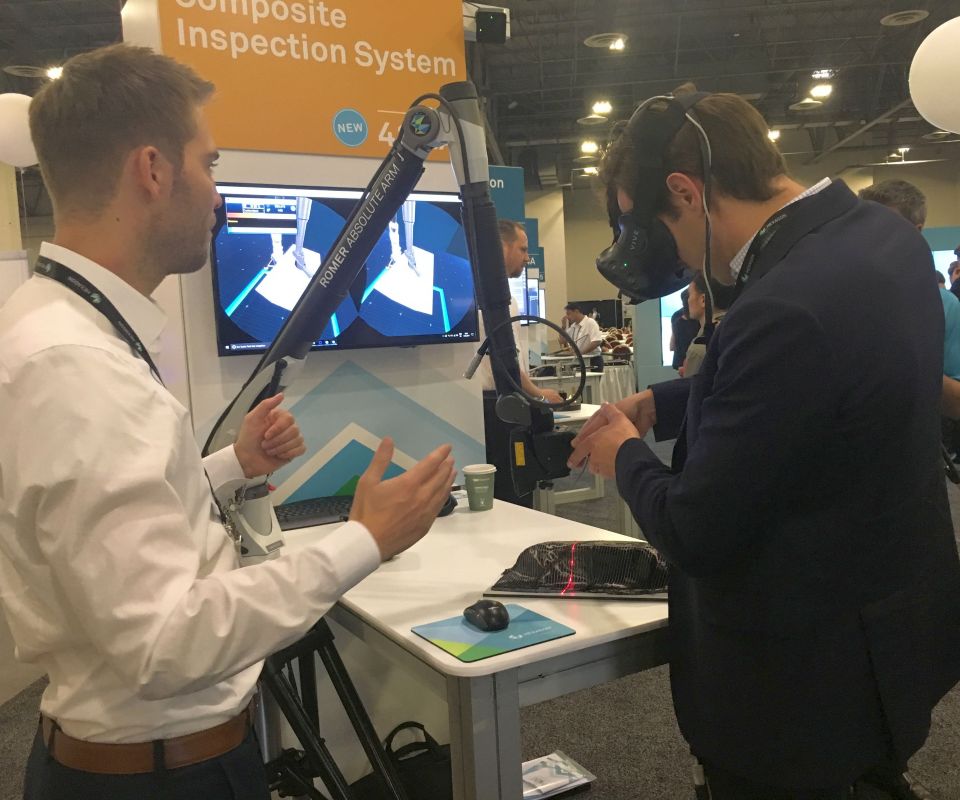
Guided by a virtual headset to that displays relevant process information, a conference attendee takes the initial laser scan of the composite part described in the previous slide. Laser-scanning arms are used for a variety of applications. Hendrick Motorsports, a NASCAR team that presented at HxGN Live, makes heavy use of laser-scanning arms to create virtual models of race cars for pre-race adjustment and post-race evaluation, a cycle that’s similar to how smart factories operate. Along with cloud-based analytics and other 3D data from Leica trackers and Global Advantage CMMs, information from these arms helps the team optimize designs and stay ahead during a fast-paced season.
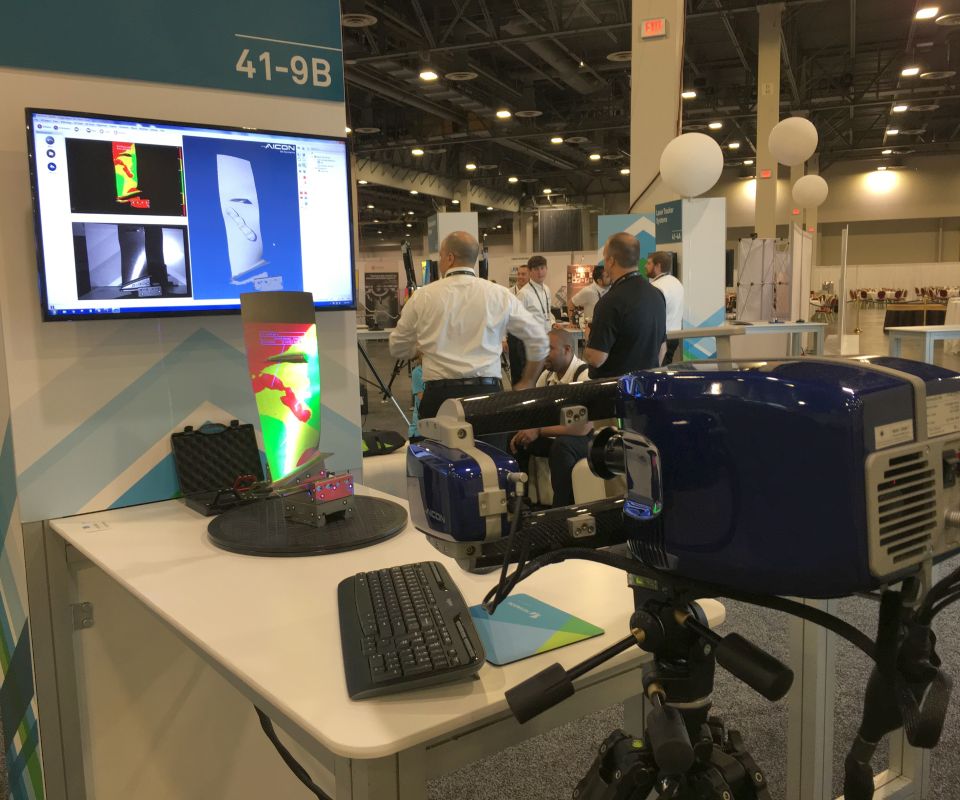
An Aicon 3D measuring system combines the real and virtual in this application, which projects a color map of surface deviations as well as overlaid data on the actual part surface.
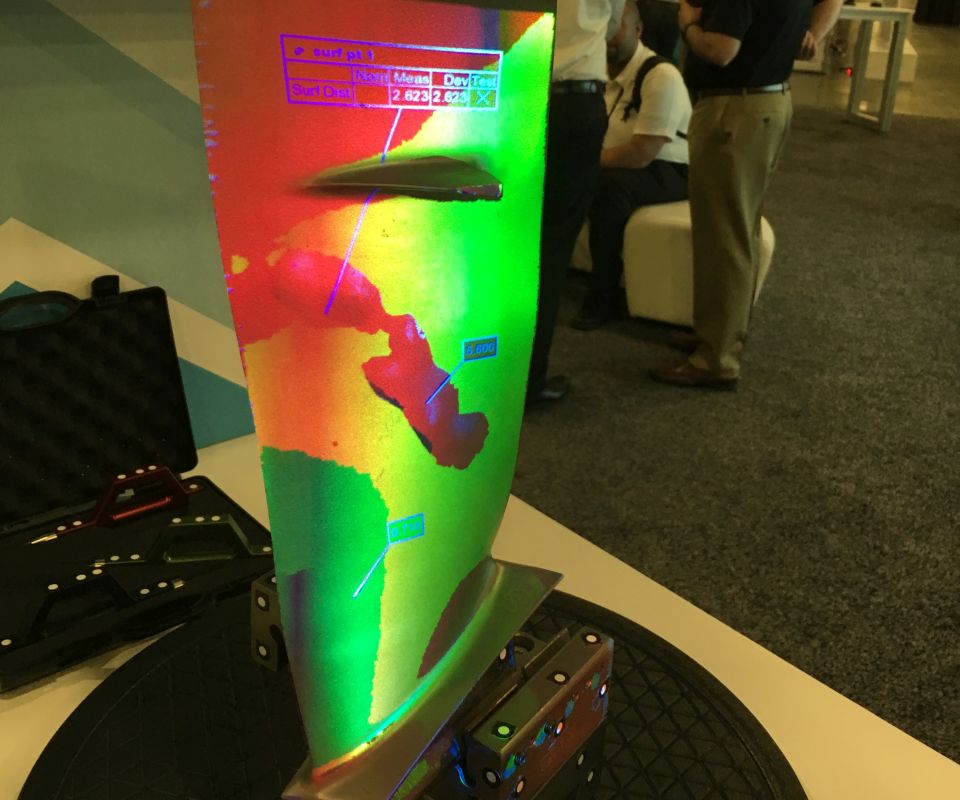
A closer look at the part in the previous slide.
Share









Focused on “smart” factories, cities, mines and more, Hexagon’s annual conference opened with an inspiring keynote address on the “limitless possibilities” of an interconnected world. Yet, however limitless the future, HxGN Live also clarified the extent of the possibilities available in the present.
Hosted June 13-16 at the Venetian hotel in Las Vegas, Nevada, the annual event attracted 3,000 end users and partners hailing from industries ranging from security to transportation to utilities. Based on presentations and demonstrations from the company’s Manufacturing Intelligence division, the promise associated with data-driven manufacturing of discrete parts is very real, and at least for Hexagon, most of the proverbial puzzle pieces are now in place.



The division formerly known as Hexagon Metrology continues to expand beyond such brands as Browne and Sharpe, Leica and Romer to offer more than just dedicated measurement equipment and software. Renamed Hexagon Manufacturing Intelligence two years ago, it also provides CAD/CAM systems from Vero Software, statistical analytics from Q-DAS, and, most recently, simulation systems from MSC Software, among other complementary offerings. This broadening focus reflects the company’s efforts to set itself up as a pioneer of the new manufacturing paradigm—the so-called fourth Industrial Revolution, as defined by technology and practices associated with buzzwords like “smart manufacturing” and the “Industrial Internet of Things.”
In fact, the company is building a smart factory of its own in Hongdao, China, Hexagon’s largest market (the United States is No. 2). It will be driven by data from its very inception, with the company leveraging its own HxGN Smart Build enterprise solution to drive construction and keep the project on track for completion by 2020. From there, the production of scanning systems, coordinate measuring machines (CMMs) and other products for the local market will leverage the same technologies and strategies the company is evangelizing to its customers worldwide.
The Digital Thread and the Feedback Loop
That’s not to suggest that the company expects customers to commit exclusively to the Hexagon ecosystem when it comes to their choice of CMM, measuring arm or other technology. "Manufacturing intelligence" should be brand agnostic. Norbert Hanke, president of that division, described the company's mission as "producing technology to plug into your infrastructure and process" in order to leverage quality data throughout the production cycle.
Perhaps the most significant, recent example of such technology is HxGN Smart Quality, an enterprise-level, Web-based, data-management system designed to integrate with a plant’s existing information technology infrastructure. Set for release in September, the system is capable of more than just storing and displaying data, which can be sourced through any quality system and across multiple facilities. It also uses statistical analysis to generate actionable intelligence on that data, which includes everything from measurement results to temperature and humidity levels to human workflows. In short, HxGN Smart Quality is designed to provide a centralized hub for managing each node in the “digital thread” of information passing through each stage of design and production, from engineering to programming to manufacturing to final assembly.
Once production begins, this digital thread doesn’t have a distinct ending or beginning. Rather, it forms a continuous feedback loop of quality data. If a measurement compares unfavorably with a nominal, such as a CAD model or CMM measurement of a finished part, the process is corrected accordingly to improve manufacturing efficiency, and possibly quality as well. The difference in the smart factory is that this happens automatically, continuously and in real time at every stage of the product development cycle. The more quality data is collected and analyzed, the more efficient the process; the more the plant can rely on predictions and virtual prove-outs prior to manufacturing; and the easier it is to schedule physical inspections and trials without disrupting production. Continuous improvement—indeed, continuous learning—is integrated directly into the manufacturing process.
Of course, it can be challenging to weave a unified “thread” through traditionally siloed production stages, let alone assets that don’t always play nice together. This is why open data-exchange formats like MTConnect are so critical, and why products like Smart Quality need to work with multiple types and brands of equipment. It’s also why Hexagon has broadened its focus in recent years. For instance, Smart Quality reportedly never would have been possible without the acquisition of Q-DAS and its statistical analysis capabilities, which are said to make the product more than just a dashboard for visualizing data.
The April purchase of MSC Software is expected to similarly inform technology development. This company’s computer-aided engineering (CAE) and process simulation technology are designed to leverage data from the production floor to identify design flaws, production problems and opportunities for new efficiencies prior to manufacturing—a central tenet of data-driven manufacturing.
Getting Smart
During the manufacturing intelligence keynote address, Mr. Hanke quoted Henry Ford: “If I’d asked people what they wanted, they would have said a faster horse.” The following HxGN Live takeaways might be worth keeping in mind for manufacturers seeking to get better at gleaning actionable intelligence from their data:
Quality drives productivity. As described above, quality data quite literally drive production in a smart factory. That means there’s less room for shopfloor tweaking and experimenting on real workpieces. The process is set by that point, with much of the necessary validation performed in advance via simulation technologies like those available from MSC. In this sense, probes and gages and the like aren’t hindrances to flow, but enablers of it, serving as the eyes and ears of an automated production system that uses their data to improve on its own.
Production is a loop, not a line. In the smart factory of the future, the standard sequence of machined part production—design, plot toolpaths, machine and measure—no longer applies. For instance, design data from engineering might feed production-process and inspection-process planning simultaneously, with the latter pulling data-driven corrections from the former until virtual simulations of the process achieve the desired result. Instead of checking every part, machining parameters or tool or work offsets might be adjusted in real time according to comparisons of real-world, in-process data to a virtual ideal. More data might be expected on the front end, with CAD files embedded with product and manufacturing information such as annotations, dimensions, and geometric dimensioning and tolerancing.
The hurdles are human. A lot of them, anyway. Although the new industry paradigm is still in its infancy, the learning curve associated with the unfamiliar and the challenge of mentally adapting to a new way can also threaten progress. Thinking of quality as an ally of production, thinking in terms of loops rather than lines, even simple brainstorming about what data to track and why—this isn’t just a technological challenge. Data-driven manufacturing requires a different mindset.
There's no limit on when one can start thinking about production in a new way. As for the technology, HxGN Live presented a number of real-world applications of data-driven manufacturing. Examples from presentations and from the manufacturing intelligence section of the “zone” a 50,000-square-foot area set aside for technology demonstrations, are available in the picture gallery above.








Related Content

Precision Shop Adopts Machine Monitoring, Boosts Revenue
Adopting machine monitoring helped LeClaire Manufacturing boost its vertical CNC utilization rates 38 percentage points and gain millions in revenue.
Read More
Protecting Your Automation Investments
Shops need to look at their people, processes and technology to get the most of out their automation systems.
Read More
Turning the Corner on Virtual Machining and Simulation
Simulation software’s effectiveness comes down to proper implementation and alignment with shop priorities.
Read More
Blueprints to Chips: CAD/CAM Tips and Tricks
This collection of articles delves into the latest CAD/CAM innovations, from AI-driven automation and optimized tool paths to the impact of digital twins and system requirements.
Read More