
CNC Shop Employees Benefit from Robotic Automation
To better use machine operators’ time and improve overall productivity, Dimension Machine Co., invested in two Okuma Genos lathes with a FANUC M-710iC/50 robot from Gosiger Automation.


Dimension Machine Co. uses two Okuma Genos lathes that face each other and are tended by a FANUC M-710iC/50 robot.

The FANUC robot uses two, three-jaw gripper units to load and unload two parts at a time.
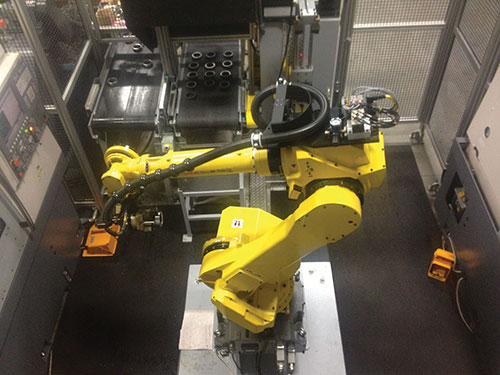
Two fixtureless, powered flat belt conveyors transport raw parts to the robot for processing and move completed parts to a manual unloading station.
Share









For Dimension Machine Co., a small company with limited resources, implementing robotic automation was a major step. “Frankly, I was more than a little concerned when we began the process,” says Ruthie Brockman, a machinist who helps manage production at Dimension. However, after working with Gosiger Automation (Dayton, Ohio) to implement two Okuma lathes tended by a FANUC robot, Ms. Brockman was pleased to find that the company produces 47 percent more parts per hour while better using its operators’ time.
Don Barth, owner of Dimension Machine Co., had long considered using robots to increase productivity in his 12-person shop in Cincinnati, Ohio. Dimension runs thousands of parts on 20 Okuma CNC machines. This enables the company to provide fast turnaround of quality parts to a variety of industries including transportation, OEM special machinery and forestry products.



Always interested in applying new technology to better serve his customers, Mr. Barth investigated robotic automation at the International Manufacturing Technology Show (IMTS). After visiting another plant to see it in a real-world situation, Mr. Barth searched for opportunities to apply robotic automation to Dimension’s operations.
He and his daughter, Ms. Brockman, initially decided to add a robot to service an existing Okuma LT-300 lathe that was already producing a large number of parts for the shop. However, after contacting Gosiger Inc. Sales Engineer Dave Marsh for a proposal, Mr. Marsh and his colleague, Greg Feix from Gosiger Automation, concluded that this plan might not be the best fit for Dimension’s needs.
Instead, Mr. Marsh strategized with the shop’s team, including key employee Dan Hutchinson, to get to the root of what must be accomplished. Mr. Hutchinson suggested that the company might need to automate two lathes instead of one in order to further increase production.
“Once we understood the advantages of the two-machine setup, we realized it was the best solution,” Ms. Brockman says.
The arrangement Dimension selected uses two Okuma Genos lathes that face each other and a FANUC M-710iC/50 robot positioned between the two machines. The robot uses two, three-jaw gripper units to load and unload two parts at a time. It has a 50-kg payload capacity that includes parts and end-of-arm tooling, and a reach of 2,050 mm.
The design also includes a dynamic part turnover device that flips parts between operations. This device has a pneumatic gripper mounted on a pneumatic cylinder. During the turnover process, the pneumatic cylinder extends, and the robot “hands” the part off to the turnover device. The pneumatic cylinder lowers the gripper and sets down the part. Then, the robot picks up the part and repositions it in front of the machine for loading.
Two fixtureless, powered, flat-belt conveyors transport raw parts to the robot for processing, and they move completed parts to a manual unloading station. The system uses FANUC’s iRvision function to eliminate the need for a fixtured conveyor and reduce system change-over time. The robot operation area is enclosed with perimeter guards for worker safety.
One of the main reasons for adding the robot was to reduce manual loading and unloading of parts, which tied up the machine operator and kept that person from doing more productive things. Ms. Brockman knows first-hand that the 1.5-minute cycle times involved repetitious and tiring work since it was one of the tasks she did when she first started working at Dimension.
“Obviously this is a gross underutilization of the kind of person we want working here,” she says. “That’s why our first thought was to simply add the robot to the LT-300 lathe.”
With the two-machine setup, the operator’s time is now spent on more important tasks, including managing the flow of raw and finished parts. Using just one part the company manufactures—spacers—as an example, the new setup increased production from 90 parts in 9 hours to 150 parts in just 8 hours. “That means we’re making 19 to 20 parts per hour instead of 10, with no overtime,” Ms. Brockman says. As an added benefit, the robot’s efficiency has enabled the company to justify using a more expensive material that is far easier to machine.
As Dimension went through the process of installing robotic automation, Ms. Brockman says she realized that automating production of part families makes a lot of sense. In the example above, the company makes several spacers with ODs ranging from 3 to 3.5 inches and seal rings ranging from 3.5 to 7.75 inches. The cell is also running small bearing housings that weigh 20 pounds, along with jam nuts and tapped bushings. Dimension is in the process of adding some additional parts, including a 9.5-inch part and a 3.5-inch part that is 5 inches long. With this diverse range, Ms. Brockman says having the easy-to-program robot and the Okuma control makes it faster and easier to change over jobs.
Part of Ms. Brockman’s satisfaction with the end result was the reassurance and “handholding” the shop received from Gosiger’s training staff. This helped build her confidence in the new project. “In one day, I got over my concerns about operating the robot and decided it was the greatest thing on Earth,” she says. There were some bumps in the road, she admits, but Gosiger took care of everything and worked with Dimension to make sure the shop had what it needed.
In fact, using the robot is now so easy for Ms. Brockman, that when a group of high school students visited the facility for National Manufacturing Day, she was able to show them how the system works and actually let them use the control to make parts.
“I love what I do, and adding the robot to our shop has been really exciting,” Ms. Brockman says. “It’s also helped us to reexamine all of our processes to look for more ways to improve our operations, serve our customers better and enable our employees to be more productive while freeing them from repetitive, mind-numbing tasks.”










.png;maxWidth=300;quality=90;format=webp)
Related Content

10 Robotic Solutions You Can Find at IMTS 2026
Discover how today’s robots and cobots are making it easier than ever to automate tasks, free up skilled workers, and run machines unattended – even in small and midsized shops.
Read More
Aerospace Shop Thrives with Five-Axis, AI and a New ERP
Within three years, MSP Manufacturing has grown from only having three-axis mills to being five-axis capable with cobots, AI-powered programming and an overhauled ERP. What kind of benefits do these capabilities bring? Find out in our coverage of MSP Manufacturing.
Read More
Automation is for Everyone
Not just for large shops, automation can help even the smallest shops solve labor challenges and become more profitable and efficient.
Read More
5 Stages of a Closed-Loop CNC Machining Cell
Controlling variability in a closed-loop manufacturing process requires inspection data collected before, during and immediately after machining — and a means to act on that data in real time. Here’s one system that accomplishes this.
Read More