
Machines with Rotary Tables Increase Productivity While Maintaining Quality
Lie-Neilson Toolworks needed to increase throughput while maintaining quality. Ten FV-2 vertical machining centers, three TR210 rotary tables and an ST-20 turning center with bar feeders from Haas has resulted in a 10- to 15-percent increase in capacity.


Lie-Neilson Toolworks manufactures high-quality woodworking hand tools. As the company grew, it needed to increase its production without compromising the quality of its products.
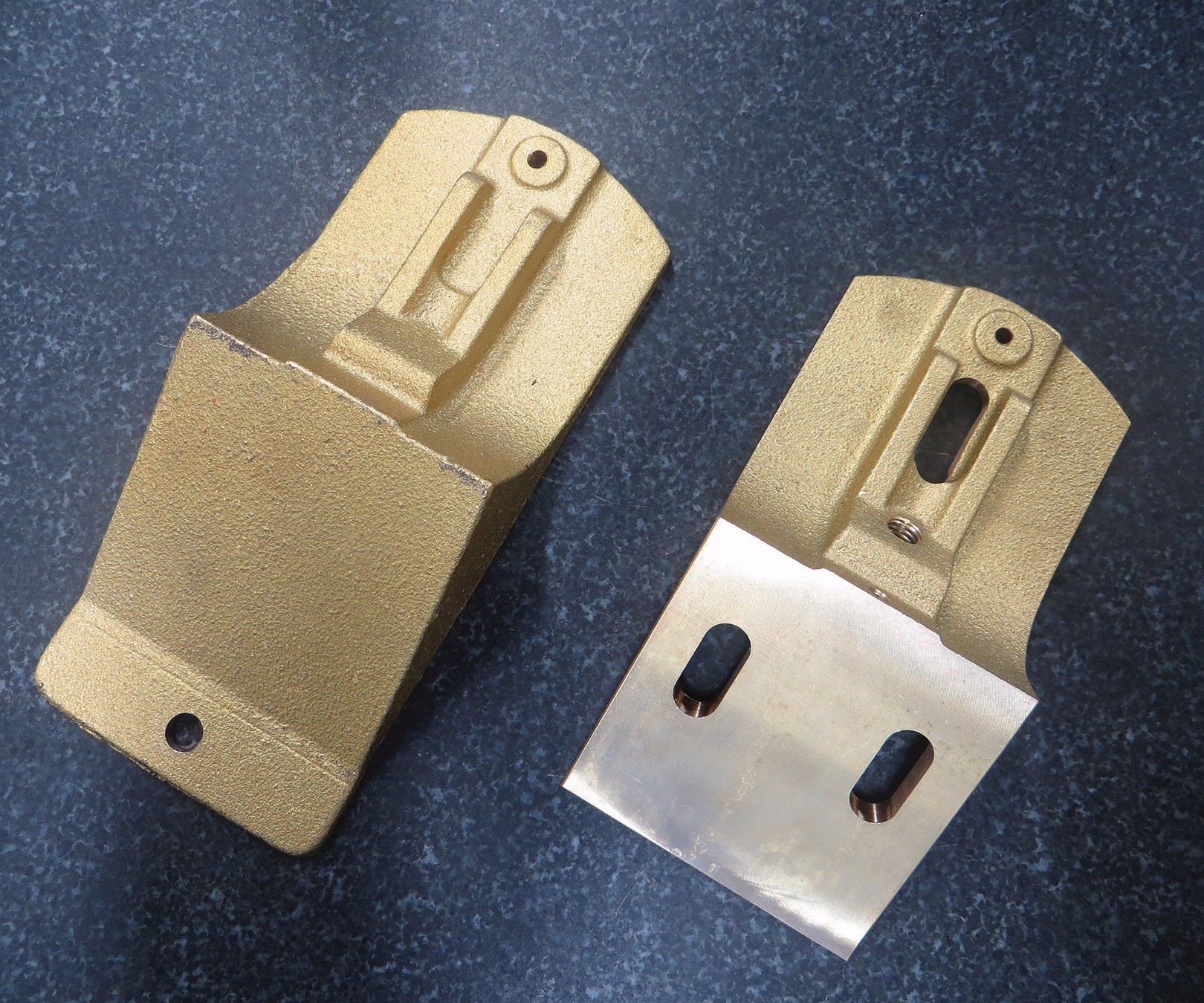
One component found in many of the company’s products is a bronze-cast part called a “frog.” It used to take multiple clampings and secondary operations to turn what comes in from the foundry (left) into the machined part (right).
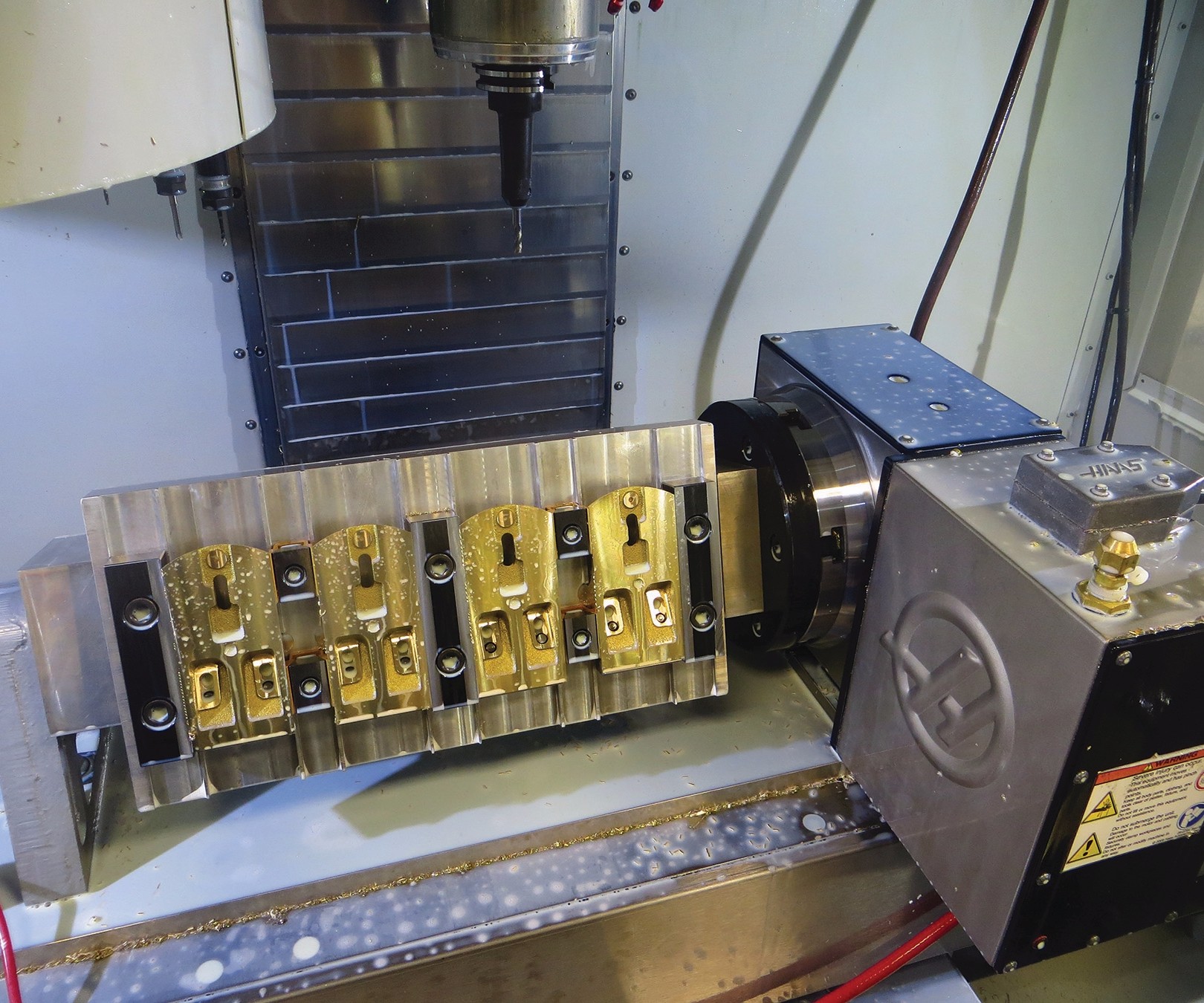
The company switched to a Haas VMC with a rotary table and a new clamping system, and now it can machine the frogs in batches of four. The new system also eliminates the need for multiple clampings and secondary operations, reducing cycle time and part handling by 75 percent.

The company was also able to increase production on its chisels with the help of a new Haas lathe and bar feeder. Once the chisels are turned, they are finished on the Haas VMC with rotary table. This new setup enables one operator to run four machines.
Share









When a company experiences growth, it can also face new challenges. Such was the case when a manufacturer of woodworking hand tools needed to find a way to increase its throughput while maintaining the quality of its products.
“We were trying to get larger batches. Our operation was growing, we had a lot more of a customer base and we wanted to keep the quality that comes with the quantity,” says Dan Nutter, an engineer at Lie-Neilson Toolworks of Warren, Maine. To achieve this goal, the shop replaced its older machines with machines from Haas that had rotary tables, which reduced the number of clampings needed to machine some pieces. It also invested in a CNC lathe with a bar feeder.



Thomas Lie-Neilson started Lie-Neilson Toolworks in 1981 in a small shed with a single product and a goal to produce high-quality woodworking hand tools. He taught himself the basics of machining and has since grown the business to include a variety of different woodworking products, 80 employees and many machine tools in a larger facility.
To continue expanding his business, Mr. Lie-Neilson realized he needed to increase capacity. He first looked at the space he had, rearranging the shop, removing anything extraneous and creating a layout that made more sense. “I gained a fair amount of space by doing that,” he says. Instead of moving to a new building entirely, the company moved its warehouse and built an addition. Once the space was in order, Mr. Lie-Neilson assessed the shop’s machine tools. “The equipment that we had, at that point, was not new. We were spending a lot of time on repairs and maintenance on unreliable equipment, so we began looking for a substitute,” he says.
The substitute the shop chose was the VF-2 VMC from Haas Automation Inc. (Oxnard, California). It purchased two with TR210 rotary tables in October 2015. “We liked the machines, so we bought two more in January,” Mr. Lie-Neilson says, eventually replacing the rest of its VMCs with six more in March. The company also replaced its old lathe with a Haas ST-10 turning center and bar feeder. In addition, it ordered a Haas TM-1 toolroom VMC, which it plans to use to produce smaller parts.
According to Mr. Nutter, the machines have reduced both cycle time and handling time by 75 percent on certain pieces, like a part called a “frog” that is found on many of its tools. This bronze-cast part comes from the foundry with a gate, and a lot of casting remains on the sides, he says. This makes finding effective workholding and then machining the part challenging. On the old equipment, pieces were machined one at a time, requiring four or five clampings, additional handwork and sanding. Now, the parts are held with Mitee-Bite clamps on a pallet system and machined four at a time on the VF-2 VMCs with TR210 rotary tables. Multiple clampings and secondary operations have been eliminated. The increased production has put the shop months ahead in shipping, Mr. Nutter says.
The ST-20 lathe and bar feeder enabled the shop to also increase production on another woodworking tool: its corner chisels. According to Mr. Nutter, the company turns between 500 and 1,000 chisels per week on the new lathe, compared to the 400 to 500 per week turned on the company’s two old lathes. The tools are finished on a VF-2 with a rotary table. “We have a little cell going with two VF-2s, and the one ST-20. It has allowed one operator to do a much better job,” Mr. Nutter says, and the increased productivity of this cell has enabled Lie-Neilson to keep its production in house.
The controllers on all the new machines have also been instrumental in increasing the company’s productivity, Mr. Nutter says, because they are easy to learn and use. With the help of a Haas simulator, the shop has transferred many of its programs from its old controllers to the new Haas ones “with no speed bumps,” he says.
Both men agree that the reliability of the new machines is an added benefit. Mr. Nutter says that the company planned on some of the older machines breaking down almost every other day, but the newer machines are much more dependable. He adds that the pieces that come off the new machines are consistently within tolerance with no defects. By Mr. Lie-Neilson’s estimates, the reliability of the new machines has increased the company’s output by 10 to 15 percent in just a few months.
The service that Haas and its factory outlet, Trident Machine Tools, have provided also has played a role in the company’s success with the new machines, including enabling Lie-Nielson to get its six VMCs up and running in one weekend.
The two men are looking forward to using the Haas systems to reduce cycle time and handling on more of the parts they produce. “The future is unlimited as to what we’ll be able to do with these machines and their support team,” Mr. Nutter says.







.png;maxWidth=300;quality=90;format=webp)




Related Content

Custom Motorcycle Parts Made Here: Video Tour of a Family-Owned CNC Machine Shop
Lee Wimmer invited us to tour his second-generation family-owned machine shop in Perkasie, PA. This video explores the production processes behind precision-machined parts for both Wimmer Custom Cycle and LS Wimmer Machine Co., and shows how ingenuity and determination are still at the heart of American manufacturing. Today, both companies are now managed by Wimmer’s three sons.
Read More
Second B-Axis Improves Efficiency of Swiss-Type Machining
A highly stable, fully programmable B-axis on the subspindle of Nomura DS’s 20J3XBTC enables users to more quickly machine complex parts complete.
Read More
Finding the Right Tools for a Turning Shop
Xcelicut is a startup shop that has grown thanks to the right machines, cutting tools, grants and other resources.
Read More
How to Succeed as a Small Swiss Shop: Top Shops 2025
Can small shops succeed with advanced machine tools and software? If so, how do they do it? Read on to learn the strategies that have helped Midway Swiss Turn, our 2025 Top Shops Honoree in Shopfloor Practices, thrive.
Read More