
Machining in a Measured Future
Today’s most exclusive work serves as a proving ground for the coming era of more stringent specifications, less paper and more comprehensive quality control in general.

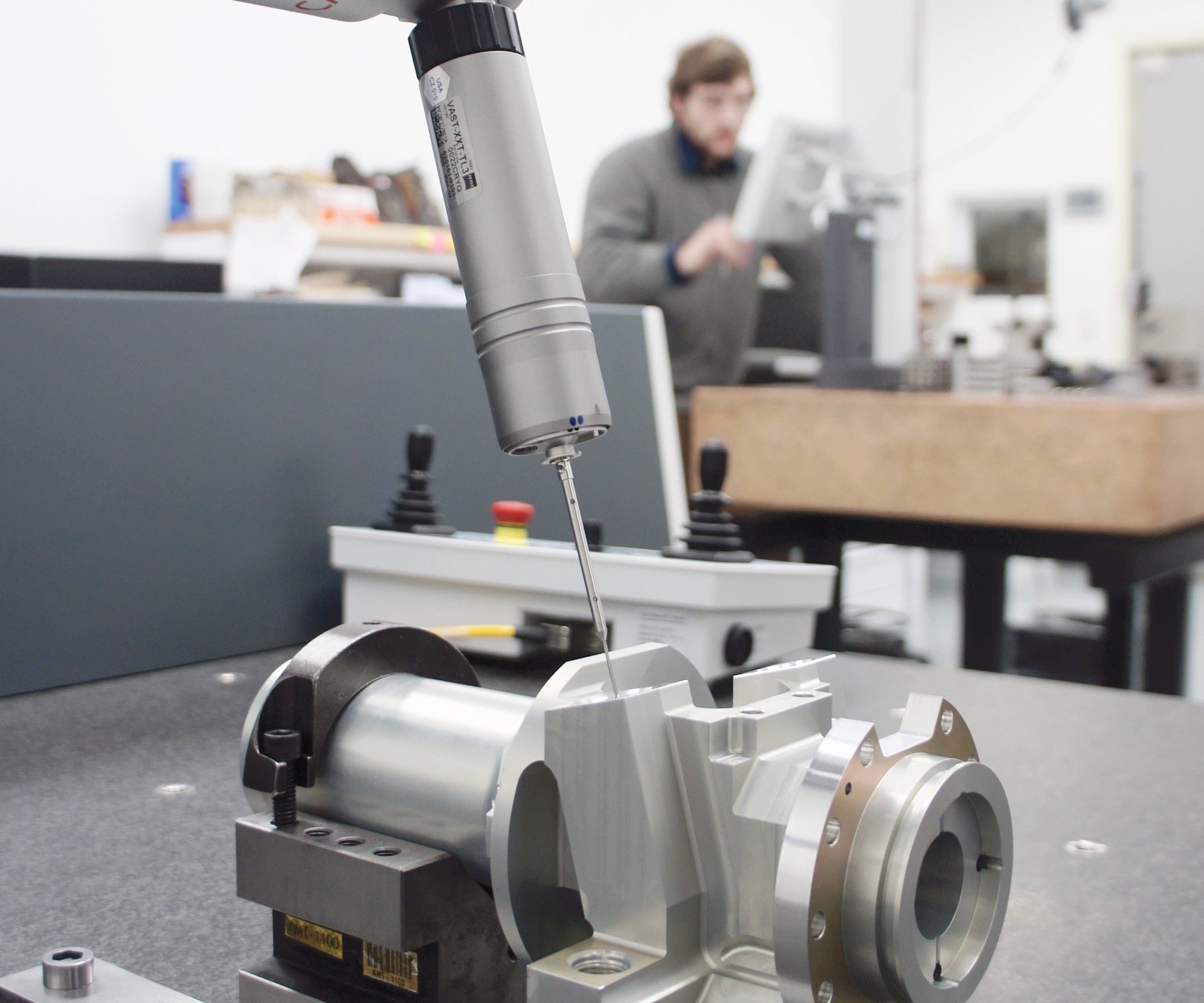
Arundel Machine Tool’s new Zeiss Contura CMM leverages an articulating probe holder and the Vast XXT sensor to collect dimensional data on this housing for an actuation module. This technology is essential for keeping up with the scanning routines required for the shop’s most sensitive work.
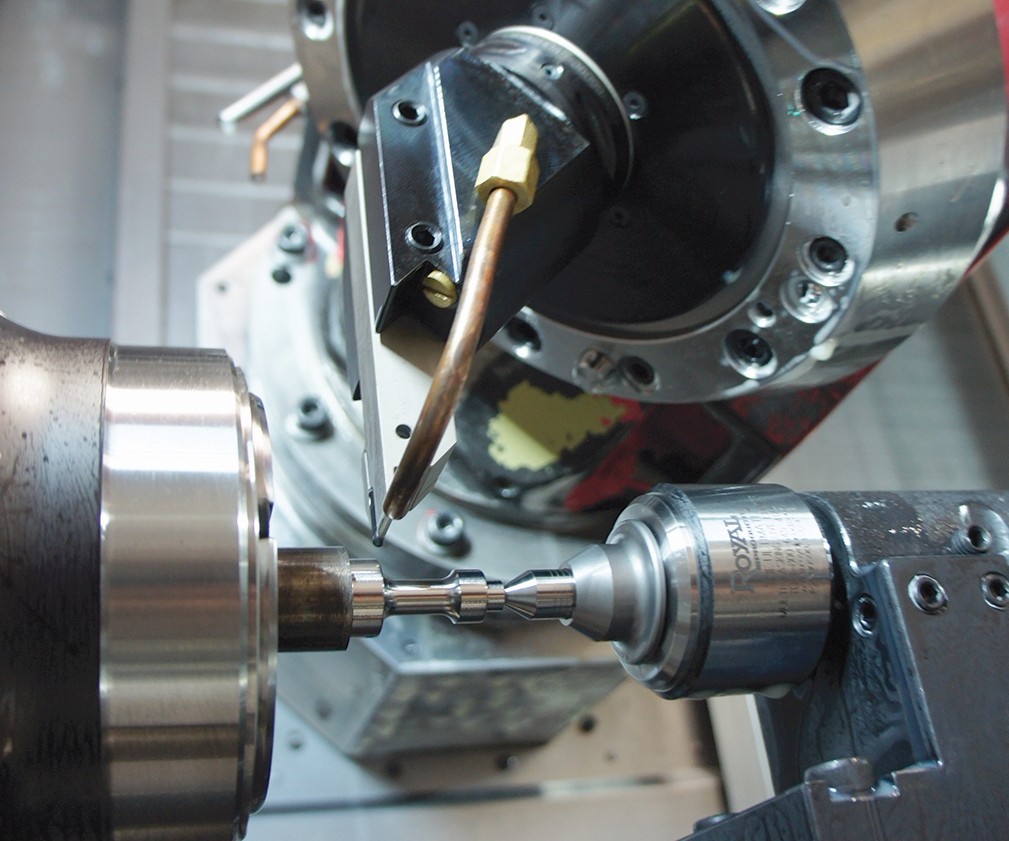
The shop’s new niche of work has accelerated the adoption of equipment capable of processing parts in one setup. Here, an NTX2000 from DMG MORI turns a diameter to a ±0.0002 inch tolerance and an 8-Ra surface finish while maintaining concentricity of 0.0005 inch between main and subspindle.
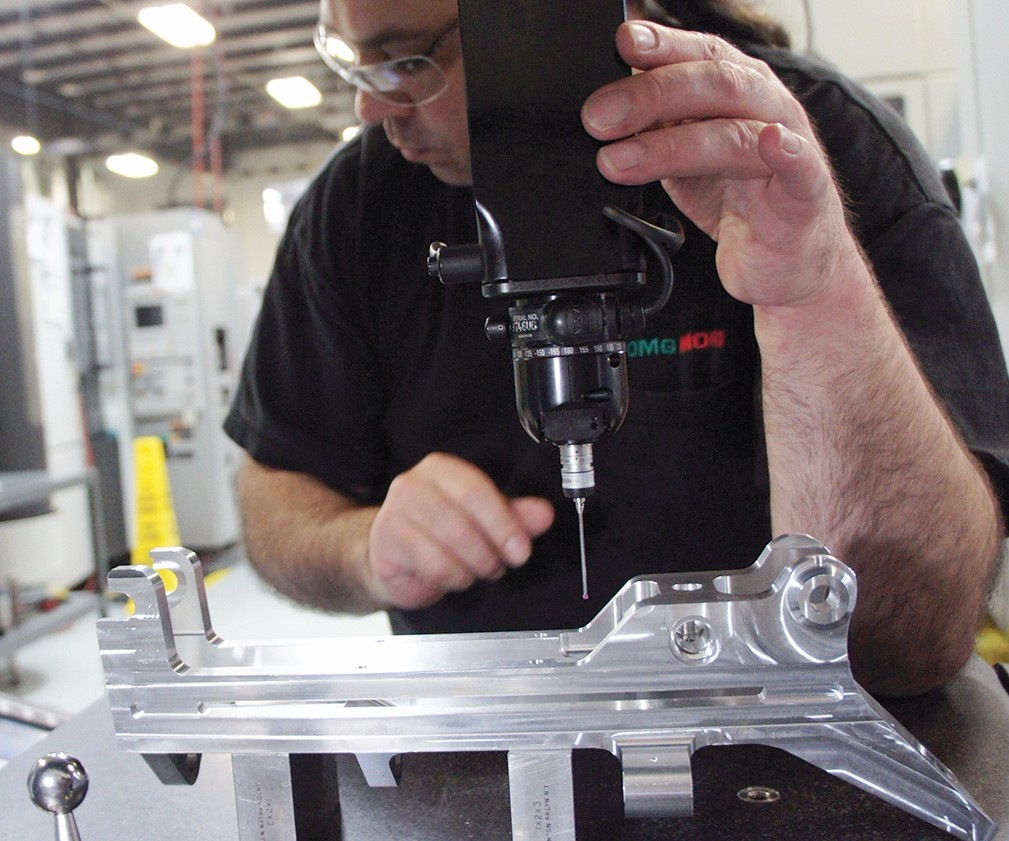
Machinist Mike Gilbert uses one of nine manual CMMs to inspect a part produced on one of the shop’s various sizes of palletized HMCs. Measuring as much as possible on the shop floor supports inspection in the quality lab, where the most complex features require programmed scan routines.
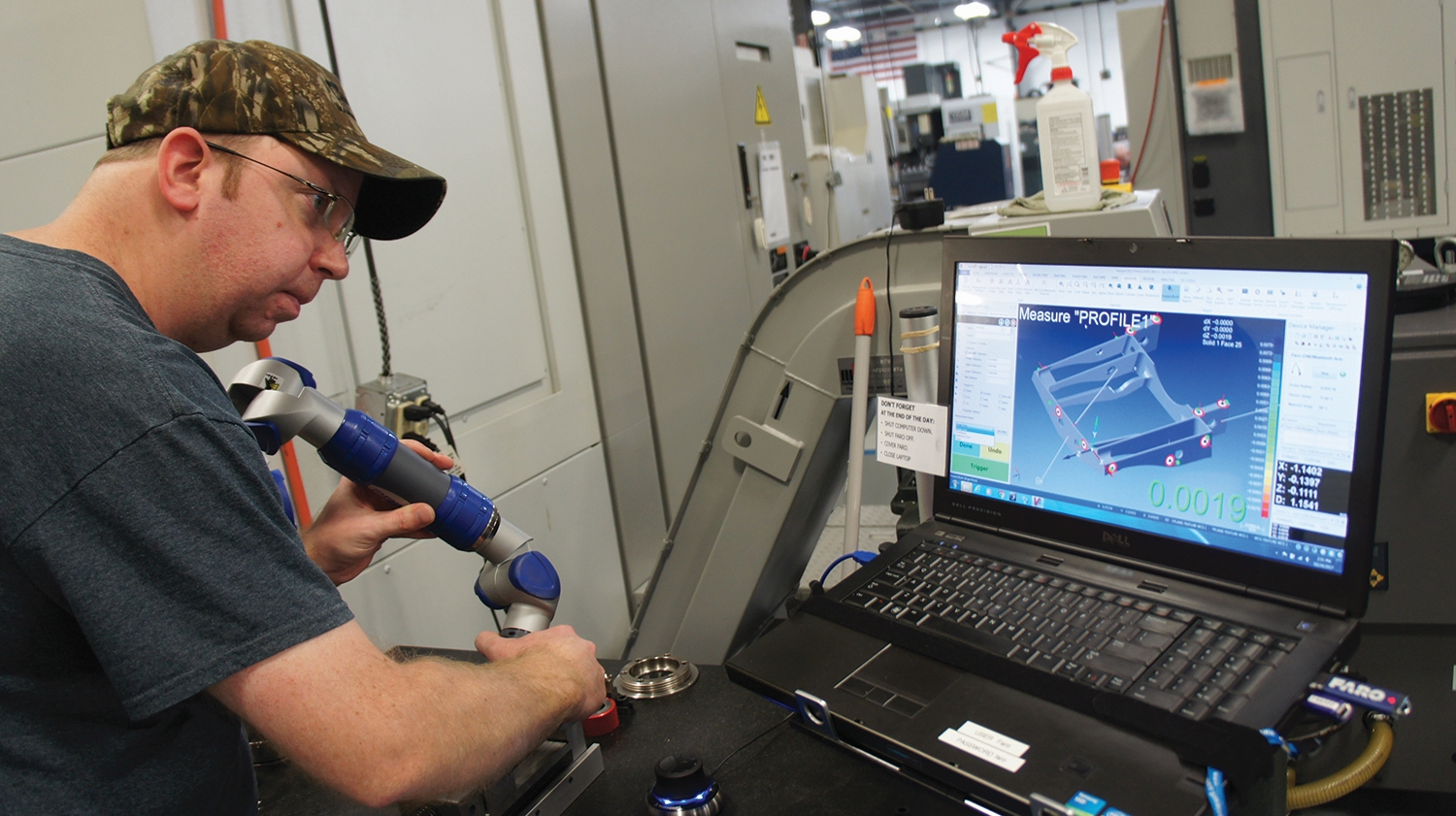
Guided by a solid model, lead machinist Justin Patry measures a series of points to prepare a workpiece for profile measurement on the shop’s new portable CMM. He says setup for profile measurements on this system is easier than the manual CMM in the previous picture.

Casey Sigler, CMM programmer, says he appreciates the flexibility of the Calypso measuring software driving the new Zeiss CMM.

Arundel uses a paperless system for tracking measuring equipment usage and calibration data. Here, machinist Dan Aldrich scans the barcode on a height gage before use. Paying for the development of its own software enabled Arundel to incorporate custom features that aren’t available in standard systems, Mr. Bertrand says. For example, two machinists working adjacent to one another can “check out” a measuring tool at the same time, as opposed to each using a separate, identical tool, or returning then retrieving the same tool unnecessarily.

Marcel Bertrand (center), president of Arundel Machine Tool, troubleshoots a turn-mill process with lead machinist Justin Patry (left) and Ethan Balistreri, mill supervisor. Mr. Bertrand says walking the floor every morning helps him stay in tune with the business and the people who make it work.
On-machine probes are currently used extensively during setup, but plans are in the works to start measuring features, too. Other upcoming developments in quality control include homegrown SPC software, automatic transfer of data from various gages and another new CMM with non-contact scanning capability.
Share









On a winding, forested road in small-town southern Maine, a machining operation born in a garage produces parts for some of America’s most advanced defense systems. Not just any parts, but those that could put lives at stake if they fail. The shop has earned the same level of trust for commercial aerospace work, with flight-safety-critical pieces for companies like Boeing and General Electric running alongside propulsion system components for the Navy’s nuclear submarines.
President of Arundel Machine Tool Marcel Bertrand started out helping his father, Raymond, run the company’s first manual equipment as a 16-year-old in 1984. Named for their hometown near Portland, the company has moved and expanded multiple times since then, and its current 40,000-square-foot facility is ripe for another addition. In fact, plans are already in the works for an additional 20,000 square feet, largely to house more turn-mills and five-axis machining centers.



Discussing a history of serving industries ranging from medical to semiconductors, Mr. Bertrand speaks like a man who knows he has helped build something special. The work reflects the shop, as far as he and the rest of the leadership are concerned, and being trusted with these parts puts Arundel in rare company, whether the catastrophic cost of failure is in human, financial, environmental or other terms. “If a ‘Christmas tree’ valve assembly on an oil well in the ocean has a burr in the wrong place, or dimension that’s out, that could cause a leak and cost millions every day,” says Patrick Shrader, vice president of sales, about the gravity of this work.
Mr. Bertrand and Mr. Shrader also speak like they’ve been here before. Each step toward more sensitive, demanding work has been characterized by accelerated adoption of new technology and techniques. That’s exactly what’s happened throughout the current transition with the five-axis and turn-mill machines. If history continues to repeat, advanced machining work in general will increasingly look more like the most exclusive work of today, and the advantages of these technologies and techniques will compound.
Also in keeping with past experience, the challenge of the new work has been as much about verifying the process and the results as about the machining itself. This time, however, the transition has been particularly extreme. If there’s data to be had, customers want to see it. If analysis reveals that a fit could be tighter, a feature location more exacting or a surface smoother, they’re liable to demand it, particularly if the change unlocks a better design possibility. In fact, both customer and federal government source inspectors commonly work alongside Arundel personnel at their own, dedicated workstations, seeking discrepancies in the data sets down to millionths of an inch and even suggesting process changes in some cases.
To support these demands, Arundel constructed a new quality lab two years ago. The most notable new resource is a coordinate measuring machine (CMM) with an articulating, scanning probe head that collects more data in less time. Meanwhile, a portable CMM that speeds shopfloor measurement and a homegrown gage traceability system both stand out as examples of what the future of quality control may look like for Arundel, and for precision machine shops more generally.
Quality Filters Down
Tolerances of ±0.001 inch are standard for most work, but ±0.0002 inch is more typical for flight-, safety- and other function-critical components Mr. Bertrand says. This new niche now constitutes about 20 percent of the shop’s overall workload. Approximately 5 percent of the 20 percent is even more demanding: parts with features deemed so critical as to require full statistical process control (SPC).
Machinists inspect these features manually as each part emerges from the machine, then enter the data into Excel spreadsheets on a laptop. The idea is to track trends in how feature dimensions vary from part to part within the specified tolerance band and adjust the process to stay as close to the center of that band as possible. For the machinists, this effectively means achieving levels of precision exceeding those specified in the design (for example, a tool change might occur earlier to keep a ±0.0005-inch feature within ±0.0003 inch instead).
The rest of the shop’s work may never call for SPC or such extreme precision. However, tolerances are getting tighter in general, Mr. Shrader says. And judging from the testimony of machinists on the floor, improvements made and lessons learned on the most challenging jobs filter down to the rest of the mix. Moving forward, these improvements and lessons will likely be even more important. Examples include:
- Accelerated process development. The most difficult parts are most likely to challenge machinists to come up with new strategies, even for familiar geometries, says John Hebert, engineering manager. For instance, surface finish requirements might lead a familiar feature to be machined with a grinding wheel instead of the typical milling cutter. Other examples involve learning to make better use of the machine tools’ single-setup production capabilities. For instance, he says the right strategy on a turn-mill can eliminate the need to leave “safety stock” on critical SPC features for removal later—in another setup, and possibly another machine—to ensure other operations don’t affect the dimensions.
- Accelerated technology investment. The shop invested in the first of these turn-mills and five-axis machines (mostly NTX series and DMU series machines from DMG MORI) about five years ago, before it had begun to consider customers’ most sensitive work. However, the setup consolidation advantages that make these machines useful in a general sense are nothing less than essential for the new niche. SPC or no, these parts aren’t suitable for lights-out production on the shop’s lines of palletized HMCs. There’s no room for the stackup error that comes with re-clamping, Mr. Hebert says, nor for potential difficulties in locating features precisely relative to one another. “Tool wear in the one-tenth world is much different than in the one-thou world,” Mr. Shrader says. Given these challenges, the new work has not only motivated the addition of more machines, but also helped to fund those investments.
- Accelerated adoption of new technology. Amounting to more than $1.5 million in the past year alone, recent investments include more than just new machine tools. For instance, Mr. Hebert says many previous go-to cutters have been replaced by new insert grades and geometries. Tools are more likely to be customized at local grinding facilities as well. Common alterations include cutting to specific lengths, honing edges, imparting variable-helix geometries and applying specialized coatings. The shop is also making increased use of new tool paths, such as the ProfitMilling strategy in DP Technology’s Esprit CAM software, which drives the turn-mills. These tool paths are designed to remove material more efficiently through optimization of engagement angle, chip load, lateral cutting force and machine acceleration.
However valuable, none of these advances have contributed to alleviating the inspection bottlenecks associated with more stringent quality requirements. As is the case with machining technology, Mr. Bertrand and Mr. Shrader expect new measurement technology and practices to be increasingly useful beyond the most exclusive jobs. After all, in addition to increased precision, portions of the rest of the mix are beginning to require more data on more part features, particularly since the installation of the new quality lab. “We built it, and they came,” Mr. Shrader says.
A Point Cloud for Every Part
The central resource of the new quality lab is the new CMM, a Contura with an RDS articulating probe holder from Carl Zeiss Industrial Metrology. Equipped with the Vast XXT articulating probe head, the new system can drag the ruby stylus along the surface to measure a series of points rather than touching off one at a time. Programmer Casey Sigler says this capability is a prerequisite for work that requires not just greater definition of complex machined features, but also 100-percent lot inspection, not to mention customer review and feedback of the CMM program in some cases. “It’s like recording HD video instead of taking pictures,” he says about the upgrade from the previous go-to CMM, a machine purchased in 2004 that’s still relied upon heavily for touch-trigger probing.
Scanning technology facilitates more accurate, repeatable measurements because more data is available for filtering through the various algorithms that interpret it. “Higher input leads to higher output,” Mr. Sigler says, emphasizing that the Vast XXT’s independent articulation is critical to matching the necessary precision with the necessary speed. Limited to only the machine’s own three axes of motion, form and feature measurements would require setting up sine plates and other complex fixturing as well as paying more attention to offsets during programming. In contrast, with the new system, “there’s almost nowhere I can’t get a probe into,” he says. “With more than 40,000 possible orientations, programming almost seems easy now.”
That’s not to suggest there hasn’t been a learning curve. Even beyond dealing with two additional axes, mounting the lengthiest stylus to the 5.5-inch-long head makes the entire apparatus nearly 9 inches long. “That’s enough to eat up your workspace,” Mr. Sigler says, and motion must be plotted with particular care to avoid interference. Another key lesson is the value of limiting probe changes and minimizing rapid movements whenever possible. This produces time savings that may at first seem insignificant, but amplify over the course of a lot, he says. Part and probe cleanliness also has become a greater concern, he says. Debris can accumulate on scanning probes and spread from part to part, distorting the data. During particularly lengthy scanning routines, softer workpiece materials like aluminum can even build up on the probe surface.
Having an extra seat of Calypso measurement software also helps avoid quality lab bottlenecks, because Mr. Sigler can program while the machine runs. He says many of the most significant time savings to date, and even some of the strategies described above, have been facilitated largely by this software’s flexibility. For example, the order of operations can be changed to reduce rapid travel without fear of corrupting the program. “You can easily go from ‘diameter, diameter, plane’ to ‘plane, diameter, diameter,’” he explains. “It treats features like wooden blocks: You can stack them up in any order you like. Take some out, move them around, and they’ll still stack up.”
Meanwhile, automatic feature extraction from CAD models eliminates the need to manually distinguish between radii, surfaces, holes and so forth. Format-transfer capability enables cutting and pasting feature properties for easy duplication of programmed routines (say, a pattern of bolt holes requiring an ID scan at a certain depth). Mr. Sigler also says he doesn’t spend much time manually “filling gaps” in a point cloud. He simply specifies the density, and Calypso distributes points evenly across the measured feature (400 points over 400 degrees is typical). CAD model comparison speeds programming by automatically merging changes when importing a similar part model or revision of the same model, he adds. Similarly, a save/load measured points feature makes it easy to apply the same routine to similar parts.
Soon, the process will likely be further streamlined (and Mr. Sigler’s skills further tested) by another Zeiss CMM. This one will likely hail from the Accura series, a line offering non-contact, optical scanning capability that he expects to enable even faster generation of massive amounts of data on complex, feature-rich parts. (At the time this article was written, this machine was being considered as part of the shop’s 2018 capital spending program, Mr. Bertrand says).
Going Digital
Non-contact scanning is already part of the process out on the shop floor, where a 4-foot-long, six-axis Prime measuring arm from Faro Technologies provides instant feedback on how measurement data compares with information embedded in the solid model. This portable CMM is used mostly as insurance to measure non-critical features (accuracy is ±0.001 inch). “Profile measurement is where it really shines,” says lead machinist Justin Patry, explaining that preparing for these measurements isn’t unlike the process of actually performing them. Guided by a projection of the solid model on a laptop, machinists align the part by taking a series of points corresponding to highlighted areas, with no attention required to translation or orientation offsets.
Like the turn-mills run by these same machinists, this technology is maturing rapidly, Mr. Bertrand says. He says he can envision a day when such systems are accurate enough not just for in-process checks, but for final verification as well. Perhaps more telling for the immediate future, however, is the fact that the Faro arm operates not from a paper blueprint, but from a solid model.
This isn’t the only example of replacing paper-based processes with digital ones. A system called Gagetrace is the current culmination of Arundel’s efforts to improve inspection traceability. Rather than “a handwritten mess,” as Mr. Shrader puts it, all information on measuring equipment usage and calibration schedules is archived digitally on the shop’s network, where it’s always up-to-date and can be sorted, searched and retrieved quickly and easily.
From CMMs to handheld bore gages, all measuring instruments are fitted with barcodes that employees scan with handheld guns, similar to those used by commercial delivery and logistics companies. Tracked information includes date; calibration pass/fail data and due dates; the bin location of the device; and identification numbers for the employee, job and operation. In use for two years now, this mostly in-house-developed system is just one example of efforts to streamline not just the collection of data, but the organizing and reporting of data as well.
Although strides like this are appreciated by all customers, taking on the most challenging work makes Arundel among the first targets of OEM pressure for change that will increasingly be required to compete more generally, too, Mr. Bertrand and Mr. Shrader say. The Faro arm, for instance, was purchased on the direct recommendation of a customer. Prior to that, another top customer tasked Arundel to run a part entirely from a 3D file. This was only a case study, conducted to determine how the process compared with another supplier that used traditional blueprints, but the experience couldn’t have been more valuable. “I loved it from a quoting perspective—you could flip it around and really see everything,” Mr. Shrader says about working with 3D files.
As for the manufacturing side of working with 3D files, he and Mr. Bertrand say they are 100-percent certain that Arundel’s future will involve tablets on the floor, automatic transfer of data from instruments to homegrown SPC software (which is currently in development) and less paper overall. That’s regardless of how long it takes for the broader industry to catch up with necessary practices like embedding full geometric dimensioning and tolerancing data in CAD files. Conducted only four months ago, the aforementioned experiment is the latest indication that customers asking for the most sensitive work are well on their way already, they say. As these customers begin to pull the rest of the supply chain up behind them, Arundel expects to be in a good place.








Related Content

Using Digital Tap Testing to Measure Machining Dynamics
Tool-toolholder-spindle-machine combinations each have a unique vibration response. We can measure the response by tap testing, but we can also model it.
Read More
Machined Part Geometry Measurement
Uncertain about uncertainty? Having trouble remembering the difference between accuracy and precision? Read on to review key metrology terms relevant to the ISO Guide to the Expression of Uncertainty in Measurement (ISO GUM).
Read More
The Many Ways of Measuring Thickness
While it may seem to be a straightforward check, there are many approaches to measuring thickness that are determined by the requirements of the part.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More