
On Display at “Technology Days”
The Nanoslide cylinder bore coating process and the MC20 horizontal machining module received a lot of attention at Heller Machine Tools' "Technology Days" open house event.

Share









Approximately 700 people visited Heller Machine Tool’s “Technology Days” open house event September 26 and 27 to peruse the builder’s latest equipment as well as offerings from 25 suppliers of tooling, metrology systems and other complementary equipment. Although a broad range of offerings were on display, the company highlighted two developments in particular: its new cylinder bore coating technology and a series of horizontal machining centers capable of both heavy and high speed cutting.



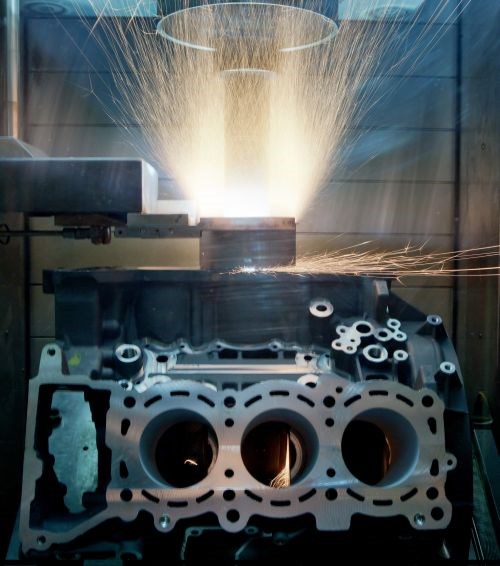
Nanoslide – Lighter engine block materials make for lighter cars and better fuel efficiency, but according to Heller, the most commonly used lightweight materials typically require cylinder liners to impart the necessary surface hardness, roughness and texture. The company says it now offers a cost-effective alternative: Nanoslide, a twin-wire arc spraying process based on research from Mercedes Benz and developed for full production by Heller, Daimler AG and other partners.
The process involves melting iron/carbon wires and using nitrogen gas to spray the material onto the interior surfaces of engine cylinders. Spray particle velocity ranges from 60 to 80 m/s, and spray particle temperatures range to 2000° C. Compared to traditional liners, the process reduces engine weight; reduces friction between the liner, piston and ring; and improves engine displacement and torque, the company says.
Nanoslide is also said to provide advantages over other thermal spray processes. Specifically, the company cites its high material deposit, use of wires rather than powder as feedstock material (wires are said to be easier to handle), use of fewer components, ability to coat without process control, and ability to coat without the need for extra cooling. However, the company emphasizes that parameters such as current, voltage, wire feed, and process gas flow must all be optimized.
MC Series HMCs - According to the company, the MC Series HMCs offer the flexibility to not only make heavy cuts in deep material, but also finish-machine the same workpiece in the same picture. Seven different sizes are available, and the series is said to be especially useful for automotive applications. Internally arranged drives and reduced table deformation are said to provide high precision and reduced machining times. Options include user-specified spindle size, spindle taper, tool magazine, and chip disposal; choice of gear-driven spindles for heavy or high-speed cuts; a range of optional extensions, including an out-facing slide with a coupling through the spindle center for NC turning; and more.
At the open house event, the company placed particular emphasis on one representative from the line: the MC20 machining module. This four- or five-axis HMC is designed to be adapted for different machining tasks, particularly flexible series production in automotive applications. Capable of wet, dry or MQL machining, it can be deployed as a stand-alone piece of equipment or for series production. It is suitable for materials ranging from aluminum to cast iron and steel. Four spindle options—two with HSK-A63 hollow-shaft tapers and two with HSK-A100 tapers—provide options for high speed or heavy-duty, high-torque cutting, respectively.
The tool moves via an X-axis traversing column and Y-axis vertical slide, while the worktable moves along the Z axis. Other elements of the machine’s basic architecture include a tool magazine mounted directly above the main spindle, workpiece loading from the top or front, X-axis stroke of 800 mm, Z-axis stroke of 800 mm (+ 200 mm for loading), and Y-axis stroke of 750 mm. The bed carries two linear guideways with pre-loaded rolling elements and thermo-symmetrically-mounted measuring scales for both the traversing-column X axis and the bridge-type Z axis, which is available with one or two drives. The A axis is designed as a swivel traverse in L-form or in optional U-form. All linear axes are driven by digitally controlled, fully enclosed synchronized AC motors, and power transmission is through pre-loaded, recirculating ballscrew drives.

Be sure to keep an eye on upcoming issues of “Modern Machine Shop” for possible further news on these and other developments from Heller.








Related Content

6 Ways Electrification is Shifting Automotive Manufacturing
Trends to watch at IMTS: A Tier One transmission supplier weighs in on how hybrid and electric vehicles are changing the requirements for automotive component producers.
Read More
Star Cutter Drill Lineup Provides Smooth Cutting Operations
The line of internal coolant drills is well suited for applications in all fields where stainless steel is used, such as watchmaking, medical, aerospace, automotive and so on.
Read More
SW North America Open House Showcases Advanced Machining Solutions
SW North America hosts its 2025 Open House at its Michigan headquarters, featuring live demonstrations of the BA 322i and BA Space3 machining centers with a focus on medical and aerospace applications.
Read More
LK Metrology Surface Roughness Probe Enhances Component Inspection
LK Metrology’s Surfacers SRP high-resolution probe is designed for seamless surface analysis within CNC measuring cycles on CMMs.
Read More