

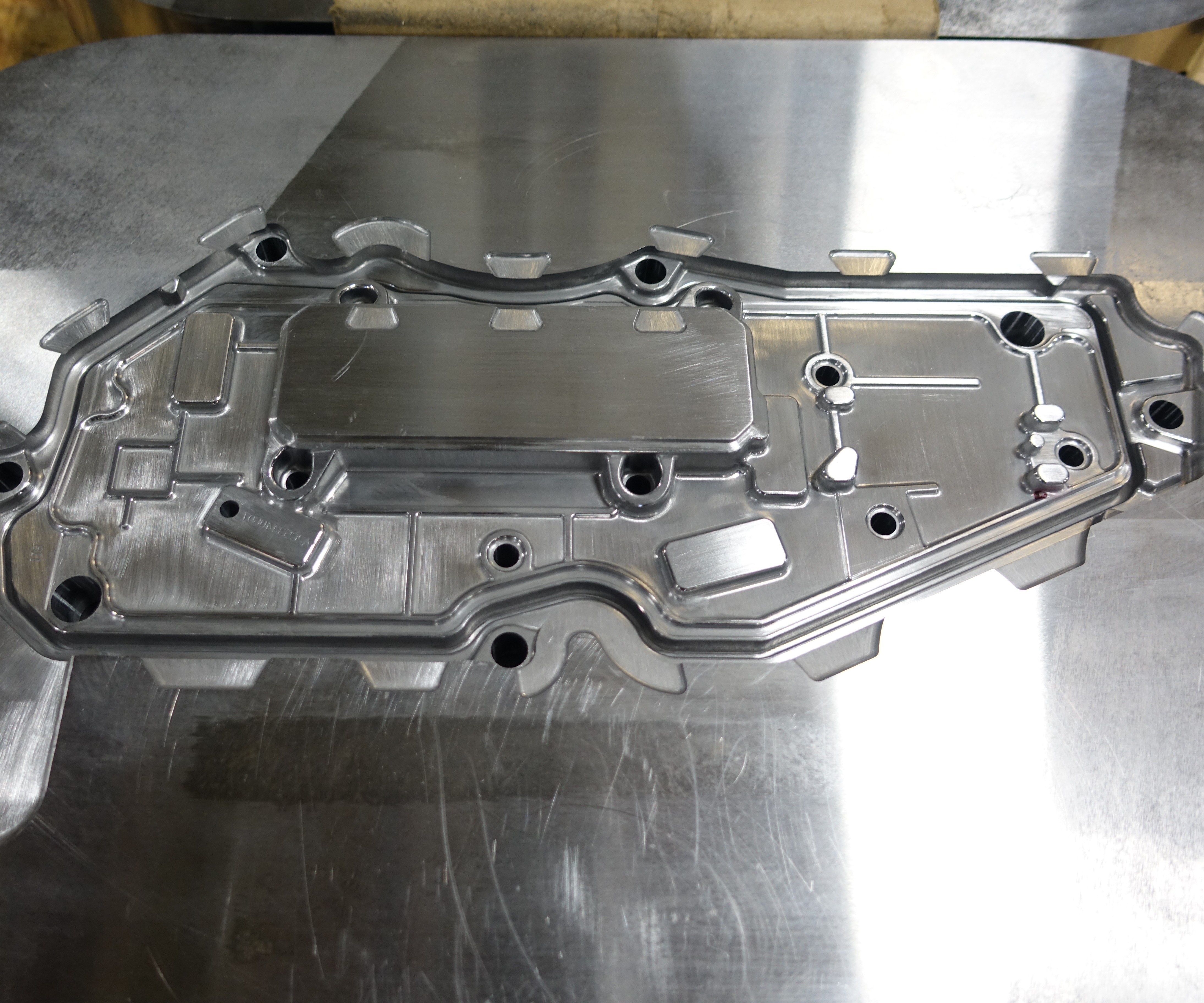
D1 Mold and Tool makes die-cast dies for different industries. Owner Tony Dungan shows a die the shop produced for a washing machine component.

A few years ago, the shop moved to a bigger space to grow its business. It has also added eight vertical machining centers to increase its milling capacity.
As its use of hard-milling technology improved, D1 took on the mentality that it would mill anything it could, instead of using EDM. A larger-than-usual order for this die, which is for an automotive application and attaches to a printed circuit board, caused the shop to question this approach and reconsider EDM.

Despite various advantages, considerations including unpredictable cycle times, surface finish and tooling costs pose limits on the effectiveness of hard-milling dies, like this one for a component on a gas stove.

At D1’s in-house polishing area, Alexis Rastetter polishes a die that was made using a combination of hard milling and EDM processes. She says that this die needed between eight and 10 hours of polishing.
EDM addresses many of the challenges of hard milling, such as unpredictable cycle times and surface finish. It is also well suited to machine features that aren’t easily milled, like those that are deep and narrow.

D1 has also continued to invest in more EDM capacity as its business grows. Its EDM area now includes four electrical discharge machines and two graphite milling machines, all from Sodick.
Share









There’s no automatic answer to the question of whether it is better to mill a die cavity in its hardened state or finish it with electrical discharge machining (EDM). Eight years ago, D1 Mold and Tool would have said it is relying on hard milling more and more, and Modern Machine Shop published an article covering this. Since then, things have changed. The shop has shifted back toward using EDM more.
That’s not all that has changed. The maker of die-cast dies moved from its former 12,000-square-foot facility to a new 45,000-square-foot space in Alexandria, Indiana. To fill this additional space, the shop added new machines and capabilities, including a 600-ton die-cast machine that enables the shop to offer sampling services, which it previously contracted out, and even production runs. While the business of working in the automotive and appliance industries, among others, has not shifted, it has expanded.



The shop has also continued to make investments in hard-milling capability as its effectiveness with this type of machining has improved. It expanded from nine vertical machining centers in 2010 to the 17 it has today. It came to rely on Mastercam’s Dynamic Milling technique to create constant-force tool paths for cutting hard materials, as well as magnetic workholding to enable maximum access during machining. The shop also increasingly invested in high-feed mills, along with quality collet toolholders for precision milling with shorter tools and shrink-fit toolholders for the longer tools that need clearance to reach deep into dies. D1’s in-house polishing also became more efficient as it gained hard-milling experience.
According to owner Tony Dungan, these improvements and investments have enabled D1 to increase its use of hard milling over other processes, particularly EDM. EDM’s longer cycle times, combined with the time needed to make the electrode, seemed to put it at a disadvantage when compared to hard milling’s relative speed. Because of this, the shop adopted the mentality that it would hard mill anything it could. But a slightly unusual opportunity for the shop caused it to question this approach.
D1 produced a die for one of its clients that was particularly fragile. The die, which is for an automotive application and attaches to a printed circuit board, lasted only about 30,000 to 40,000 shots, compared to the 125,000 to 150,000 shots a typical die can last with proper care and maintenance. Because the die did not last as long, the client needed about 120 die sets, which is a higher quantity of tooling than typical die-casting jobs require. (Mr. Dungan says that the typical number of cavity inserts per order can range from one to several generations for some automotive applications.) The experience of making the same cavity so many times led the shop to wonder whether hard milling or EDM would be more efficient. The experience also gave the shop the ability to directly compare the two processes. Instead of going into the job assuming it would hard mill everything, it looked into the possibility of combining the two processes. In the end, all hard milling ended up being most efficient method for the job. But the shop began applying this approach to other jobs, re-examining its overall emphasis on hard milling.
Even with its own improvements to its use of milling technology, the shop has come to recognize that hard milling still has limits that might prove costly compared to EDM. This is especially true when factors such as timing, surface finish and tooling cost are considered.
The Limits of Hard Milling
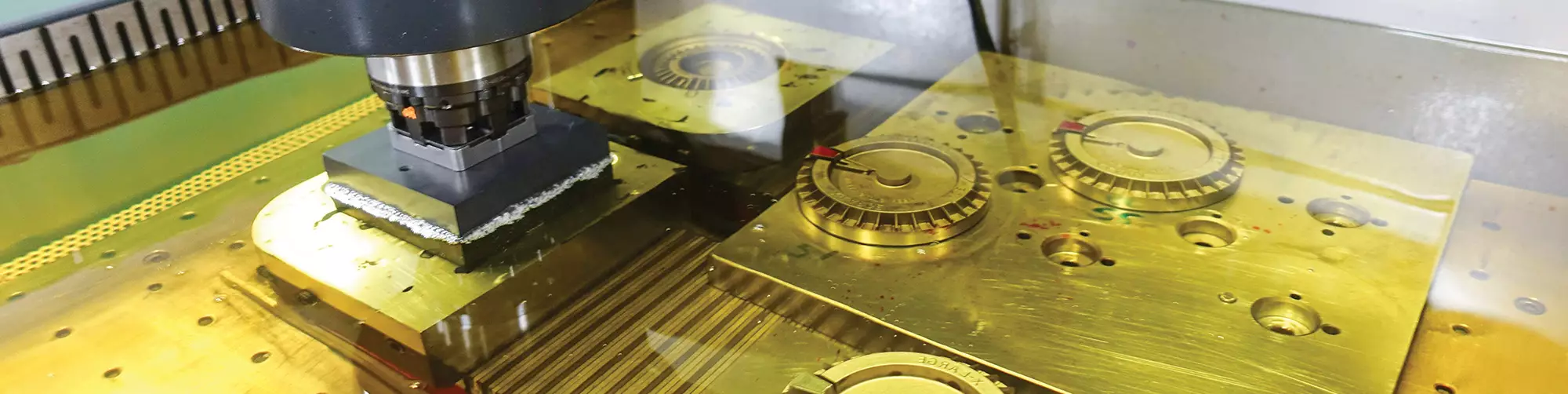
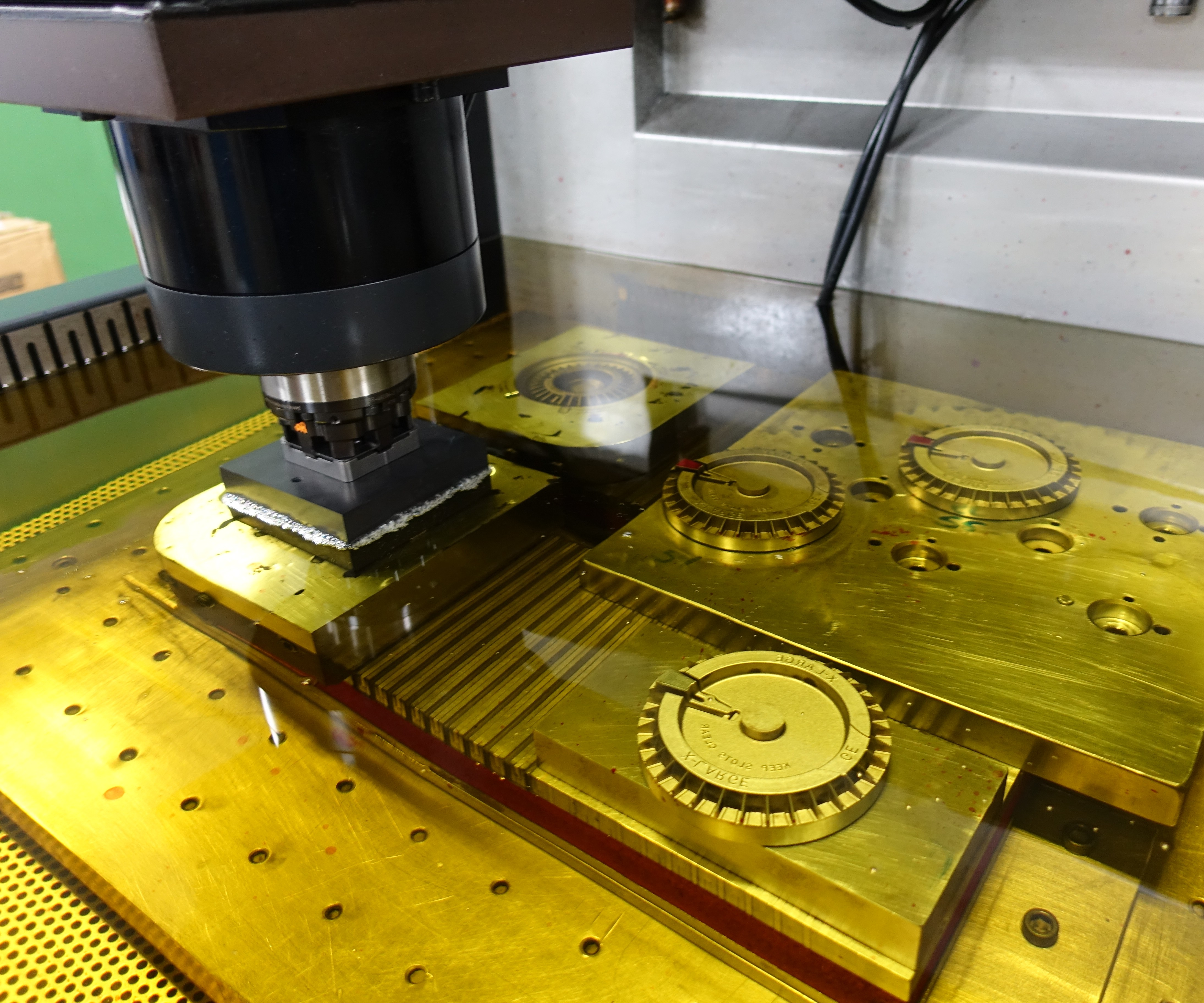
Many of hard milling’s difficulties come down to its unpredictable timing, Mr. Dungan says. D1 uses its CAM software’s Dynamic Milling to create tool paths that use the cutting tool’s full flute length to maximize material removal and minimize tool wear when cutting hard steel. This tool-path generation feature takes the geometry of the tool engagement into consideration to keep forces constant, potentially resulting in tool paths with additional turns and directional changes to keep engagement from significantly changing. However, because it can’t narrowly predict how a machine will accelerate and decelerate through these directional changes, cycle time estimates are approximate.
Further increasing the uncertainty, the shop also runs “flex paths” on its dies to address cutting tool deflection. If the features of a hard-milled cavity are not in tolerance because of tool deflection, the machinist repeats the cycle until they are. Mr. Dungan says that the shop has run flex-path cycles as many as four times on some dies. It is impossible to predict how much of this re-running will be needed. “Unpredictability is costly,” he points out. Not knowing how long the process will take complicates timelines and scheduling.
Surface finish is another challenge, he says. Cutting tool deflection, especially in dies with narrow or deep features, affects the finish of hard-milled dies. This means that these dies spend more time at D1’s in-house polishing area. All dies are run through the company’s polishing department to ensure that the parts will release from the cavity impressions. Mr. Dungan says that basic dies can be polished in just a few hours, but dies with more complex geometries might require 12 hours or more. With EDM, the finish is generally better, but also more consistent, which is just as valuable for controlling polishing time.
Finally, broken cutting tools are a concern. Longer, narrower cutting tools are at risk of breaking when machining deeper features. D1’s shop manager, Mark Whybrew, described making a die that had four ribs. Four cutting tools broke when machining each rib, resulting in a total of 16 broken tools. The cost of this can be a factor in determining whether hard milling makes sense for a given die, and dealing with broken tools also contributes to hard milling’s unpredictable timing.
The Benefits of EDM
Meanwhile, one of EDM’s major advantages is its predictability, Mr. Dungan says. Even though the process of machining an electrode and burning a feature through EDM might take longer than hard milling it, time estimates of EDM processes are more accurate than those of hard-milling processes. Sometimes the longer cycle time is worth the trade-off because predictability makes scheduling easier.
The increased predictability also applies to quality. Because the finish from EDM is more controllable and consistent, polishing time is also easier to predict.
In addition, advances in the shop’s milling technology serve EDM as much as hard milling. As the graphite milling process used to make EDM electrodes improves, time savings and surface-finish quality increase. Through efficient machining cycles, graphite electrodes increasingly can be made in a single piece, instead of having to be broken into multiple sections that need to be blended together after machining.
A Balancing Act
Mr. Dungan says that despite its challenges, the shop still considers hard milling its first choice. But because EDM addresses some of the limits of hard milling, D1 has started to re-evaluate its use. As its business grows and its mindset evolves, the shop has invested in more EDM capacity along with hard milling. Since Modern Machine Shop’s last visit, the shop has expanded from one electrical discharge machine and one graphite milling machine to four electrical discharge machines and two graphite milling machines, all from Sodick.
When it comes to planning how to best use its hard-milling and EDM capabilities to produce a given die, D1 doesn’t have a set formula. The process starts with a meeting between the shop manager, lead man and designer once the prints for a new job are done. The designer flags any critical or intricate areas on the design, and together they plan how to produce the die. The fact that the shop specializes in die-cast dies, which tend to have similar challenges and features, helps make the decision “fairly obvious,” CNC programmer Randy Walker says. However, there are some common factors that the team takes into consideration:
- Part geometry. Hard milling is best suited for wide or shallow features that use larger, shorter cutting tools. EDM is the best option for deep or narrow features, because hard milling them requires long, small cutting tools that are at risk of deflecting and breaking. The impossibility of milling a sharp internal corner also makes EDM the best option when this detail is required.
- Amount of material to be removed. The size of the cavity itself also plays a role in the decision. Because hard-milling cycle times are shorter, it is more efficient to use it where the material removal need is large.
- Number of cavities. EDM has an advantage for dies with multiple cavities because one electrode can be used multiple times. The more cavities a die has, the more use a shop can get out of an electrode, improving the time and economics of EDM.
The shop recently went through this process with a die for an automotive steering knuckle. This die was a slightly larger version of one the shop previously had made through milling. However, the larger version had a narrow, 7.5-inch-deep pocket, and the team questioned whether this feature could be efficiently milled. The 3/8-inch tool necessary to machine this pocket required at least a 5.50-inch overhang for a length-to-diameter ratio of nearly 15:1. Because of the deflection of this tool in this pocket and its effect on time, finish and the shop’s confidence in its expectations for both, the shop confirmed that the feature would be too expensive to fully mill. The team ended up finishing this and other features of the die with EDM.








Related Content

How to Achieve Unmatched Accuracy in Very Large Workpieces
Dynamic Tool Corp. purchases two bridge-style double-column CNCs to increase the cutting envelope and maintain 5-micron cutting accuracy in the long term.
Read More
Why This Moldmaker Thinks Every Shop Needs a 3D Printer
See how this mold shop uses polymer, carbon fiber and metal 3D printers to boost precision and productivity.
Read More
Grob Systems to Host Machining, Automation Technology Event
Grob’s event brings together 21 industry partners for informative seminars and live machining demonstrations highlighting machining strategies for optimizing the production of complex aerospace, medical and mold/die parts.
Read More
Lyndex-Nikken Collets Enable Accurate Small-Diameter Cutting
The MMC Mini-Mini collet chuck is well suited for high-speed machining applications where clearance is needed, such as die mold, aerospace and medical parts.
Read More