

Share










For General Tool Company, the Parpas XS-10 five-axis gantry-type machining center provides the size, capability and accuracy to support customers in the defense and aerospace industries. On the left, machining strategists Cody Campbell and Todd Mann review the work lined up for this machine, which is rarely idle. Machinist Brandon Cummins is at the control station. Images courtesy of General Tool Company.
In a word, flexibility is the characteristic that made a Parpas XS-10 machining center the right choice for General Tool Company (GTC)’s latest advanced, five-axis acquisition. Of course, many machine tools might be considered “flexible” for various reasons, depending on the context in which they are used. At GTC, this machine’s flexibility – and its value – relate specifically to how its size, accuracy and mix of capabilities can be leveraged meet both corporate and shopfloor requirements.
The company reports that the machine has been rarely idle since it went online in March 2020.



Why GTC Needs Flexibility
GTC specializes in the fabrication, machining and assembly of hardware and systems for the defense and aerospace industries. This is the kind of demanding, closely toleranced work that inspired the company founders in 1947 to serve the nascent jet engine and aircraft firms in the Cincinnati, Ohio area following World War II. Still owned and managed by members of the founding Kramer family, GTC now employs 300 people at its 295,000-square-foot campus in Reading.
GTC’s Reading plant is not far from GE Aviation, one of the company’s first customers. Others include Northrop-Grumman, Textron, Raytheon, SpaceX and several branches of the U.S. Armed Forces. Much of the work requires full, simultaneous five-axis machining capability, or at least 3+2 positioning, generally in titanium, aluminum and high-temperature alloys. (The company is also experienced in machining carbon fiber reinforced plastic (CFRP) composites and friction stir welding.)

Whether doing full five-axis machining or 3+2 positioning, the spindle readily can maneuver to five sides of a workpiece. In this case, the machine is performing a holemaking operation in the 3+2 mode. Facing operations are also conducted in this mode.
A variety of multi-axis machine configurations provides an advantage for optimizing machining of complex, demanding parts. For example, rotary axes in the table of a five-axis machine are well-suited for large, heavy parts requiring spindle rigidity and torque, while rotary axes in the spindle head can be better for high-speed machining of sculpted surfaces or detailed features. Similarly, VTLs that offer both turning and angled hole-drilling operations are ideal for large, round parts such as jet engine cases.
The new Parpas XS-10 provides additional capacity five-axis milling of medium and large parts. Its work includes not only new jobs, but also overflow from machines that are occupied or offline for maintenance. “This extra capacity eases the scheduling constraints that make maintaining a balanced and productive workload more difficult,” says Greg Kramer, CTO.
Strategizing Flexibility – Size
GTC needed a big machine. Todd Mann, a machining strategist who oversees operation of the XS-10, says large size is advantageous for two primary reasons. First, the machine can accommodate workpieces that are larger than a pool table, as well as the fixtures required to hold them securely. Second, the spindle has room to reach multiple sides of a workpiece in one setup.
The XS-10 installed at GTC has 393.7 inches of X-axis travel, 139.7 inches of Y-axis travel and 59 inches of Z-axis travel. Distance between columns is slightly less than 183 inches. Total clamping area on the machine is 181.1 by 393.7 inches. Mann says that so far, most of the workpieces that have been processed on this machine would fit inside a 4-foot cube, but almost any of GTC’s five-axis work could be accommodated, including long beams or spars. He notes that having two workpieces set up at opposite ends of the long table is another significant advantage.

Because the XS-10 is a floor–mounted machine, Cummins can check a workpiece setup inside the enclosure with ease. The size of the Z-axis ram is also evident in this view. The workpiece is a gearbox housing for a marine application.
“An observer might see a typical workpiece mounted at the far end of the table and think we are not making the best use of the machine’s capacity. We view it differently. Any workpiece this machine can handle is the right size, and this machine is the right size for any of the parts we need it to handle,” he says.
Likewise, ample clearance for maneuverability of the spindle head is critical. Mann thinks of this as elbow room for five-axis machining. “Whether we do 3+2 positioning or full five-axis, the rotary axes in the spindle head are not likely to be hemmed in by structural elements of the machine,” he says. This is especially important for reaching into deep cavities with long, slender tools.
Having several options for loading and unloading large workpieces is another size-related consideration, Mann says. The XS-10 is a floor-mounted machine; that is, the machining table is the same height as the surrounding shopfloor surface. Parts can be loaded readily with a forklift. The gantry that travels on the X axis of the machine can move out of the way to load workpieces via an overhead crane as well.
Strategizing Flexibility – Machine Capability
GTC needed a capable machine — and in this context, “capable” means more than just accurate and efficient. The choice of the XS-10 was heavily influenced by the machine’s capability to accommodate two different HSK 100 A milling spindles, one for high torque machining, the other for high speed machining, Mann says. At the beginning of a job, spindles can be changed automatically into the same Z-axis ram structure (spindle assemblies are stored in an enclosed rack on one side of the machine).
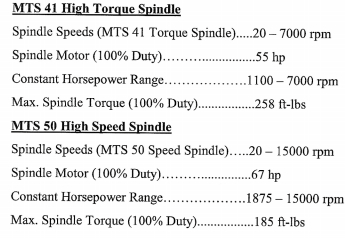
“The different head units give us the flexibility to machine hard alloys such as titanium and Inconel, for which torque is required, or more machinable alloys such as aerospace aluminum, for which high speed gives us the productivity of greater metal removal rates,” Mann says. Specs for the respective spindle heads are summed up in the box at right.
Strategizing Flexibility — Control Capability
Control capability is closely related to machine capability as a factor in the flexibility of the XS-10. Mann says this capability depends not only on the Heidenhein TNC 640 HSCI CNC, but also the Blum laser tool measurement system and the Renshaw RMP-60 workpiece measuring probe.
KinematicsOpt, a CNC software option, integrates input from a spindle probe with the control’s tool center-point control system. Mann says this software enhances the control’s ability to compensate for spatial errors that may arise from tilting of the axes. “The CNC keeps track of the tool tip for highly accurate five-axis contouring, which enables us to rough surfaces closer to final form and minimize the time-consuming finishing passes,” he explains. He adds that the feature also ensures that workpiece presets remain the same when a spindle cartridge is exchanged.
No less important is the control’s ability to automatically re-calculate programmed part coordinates without reprogramming or running a Heidenhein-specific post processor. Mann offers this example: “If we move a part from one of our bridge mills and find that the X and Y axes can be re-oriented to take advantage of the XS-10, the conversion is seamless at the control unit.”
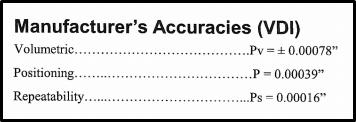
Strategizing Flexibility – Accuracy
GTC needed an accurate machine. The accuracy of the XS-10 makes it another good “contextual” fit for aerospace and defense work. “In addition to its size and capability contributing to our overall flexibility and machining services, this new machine has the volumetric accuracy to complement the quality results of other machining centers and VTLs,” Mann says. Accuracy for this model is summarized in the panel below.
Similarly, if environmental factors such ambient temperature are considered part of “context,” the XS-10 fits in from that aspect as well, he adds. The building in which this machine is located is climate-controlled, but not to a tight temperature band. Mann reports that the temperature swing during the day is slight by worker comfort standards, but could be a significant factor in the thermal behavior of large mechanical structures.
Naturally, the XS-10 is one of those large mechanical structures. However, past experience provides reason for confidence in the builder’s claim for the accuracy of this particular model, despite surrounding shop conditions. The company has several other machining centers from Parpas, including several smaller gantry-type five-axis machines and a Diamond 30 gantry-type machine for high-precision machining of carbon fiber reinforced plastic composites. According to Mann, all of these machines have been reliable, accurate performers for many years.
The XS-10 also benefits from ThermoStating, a patented approach for achieving the stated accuracy figures without relying on thermo-geometric compensation software. Tom Hagey, operations and sales manager for Parpas America (the Bloomfield, Michigan-based U.S. sales and support arm of Gruppo Parpas in Italy) says ThermoStating is responsible for three of this machine’s defining characteristics.
The first is structural rigidity, derived from the use of steel alloys in the double-wall box design for columns and cross beams, along with single-piece designs for the ram and gantry structures. These materials have a uniform coefficient of thermal growth. The second defining characteristic relates to the machine’s kinematics: how the structural components move in relation to one another. Thanks to finite element analysis and computer modeling, the motion is balanced and steady, Hagey says. At rest, the machine elements resist sagging or bending. In motion, they resist twisting or flexing. The third characteristic is the internal circulation of chilled liquid through the slideways to maintain a consistent temperature with the ram, which is said to be the most sensitive area for thermal distortion.
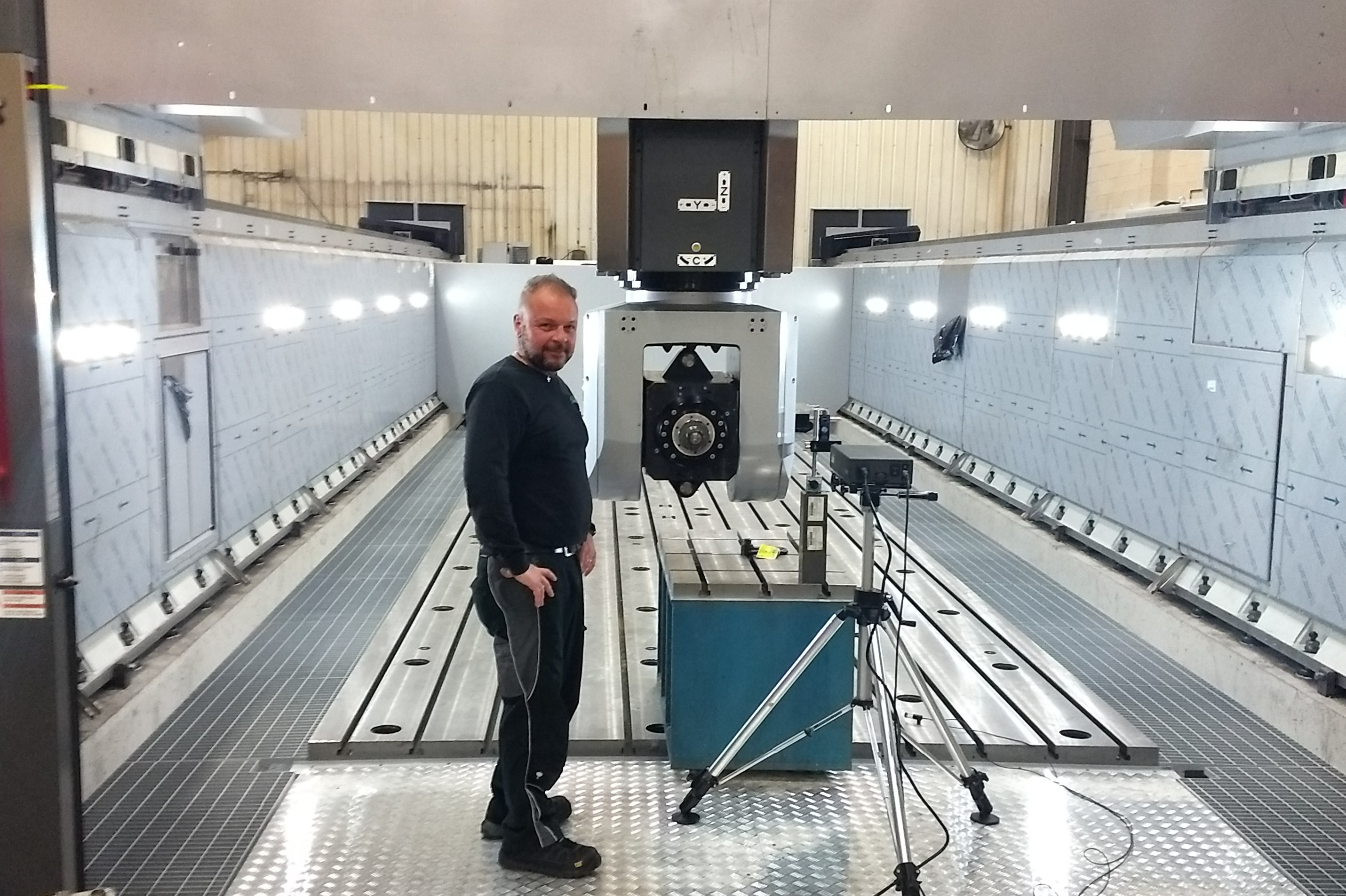
One of the last steps in the installation of the XS 10 was laser calibration to assure the accuracy of the machine. With the specialist standing inside the machine, the size of the workzone is clearly apparent.
To complete the ThermoStating approach, Hagey says the entire machine is shielded with insulated panels and an air gap next to the machine structures, with the internal air constantly heated or cooled based on thermal sensors that monitor conditions of the machine and the shop environment.
Mann adds that the shop routinely exceeds the builder’s stated accuracy by locating workpieces as close to the center of the machine table as possible, and by sequencing programmed machining operations to balance how mass is removed from a workpiece.
Flexibility as an Investment Strategy
After a year of operation, CTO Kramer says the XS-10 has lived up to the expectations for flexibility. Although this term may be overused in describing machine tools, the concept of flexibility may be underappreciated by machine shops, he says. “Flexibility has to be understood in terms of its strategic value. We believe that flexibility enhances our ability to better serve our customers.”
As it stands, the new machine is exactly what the shop was looking for; it has been an excellent fit.








Related Content

Five-Axis Machines Speed NASCAR Engine Production
Moving from an aging set of five-axis mills to more advanced machines enabled Hendrick Motorsports to dramatically improve its engine production.
Read More
Medical Shop Performs Lights-Out Production in Five-Axes
Moving to five-axis machining enabled this shop to dramatically reduce setup time and increase lights-out capacity, but success relied on the right combination of workholding and automation.
Read More
How to Determine the Currently Active Work Offset Number
Determining the currently active work offset number is practical when the program zero point is changing between workpieces in a production run.
Read More
Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read MoreRead Next

Equipped for Composites
What machine tool features make sense for composites? A shop machining critical aircraft parts in both metal and composites describes the key features of the machine it bought with an eye toward CFRP.
Read More
The Culture Change of Large-Part Machining Automation
For Major Tool & Machine in its 75th anniversary year, confronting the skills gap involves a systemized approach focused on automation, and developing and retaining talent.
Read More
OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More