
Transfer Line Reduces Lead Time for Car Maker
To make bevel gears of different sizes with a three-minute line-cycle time, WMZ integrated three of its V300 machines with automation and measuring systems for reduced total lead time of 30 percent.


A German car maker needed a transfer line that could quickly produce these bevel gears. WMZ, devised a solution that has resulted in a 30 percent reduction in total lead time.

The V300 turns the cone end of the bevel gear.

The parts are finished and the bevel journal gears are hobbed in the third and final machine in the transfer line. WMZ specially developed the hobbing unit, which is designed to make maximum use of the hobbing cutter.
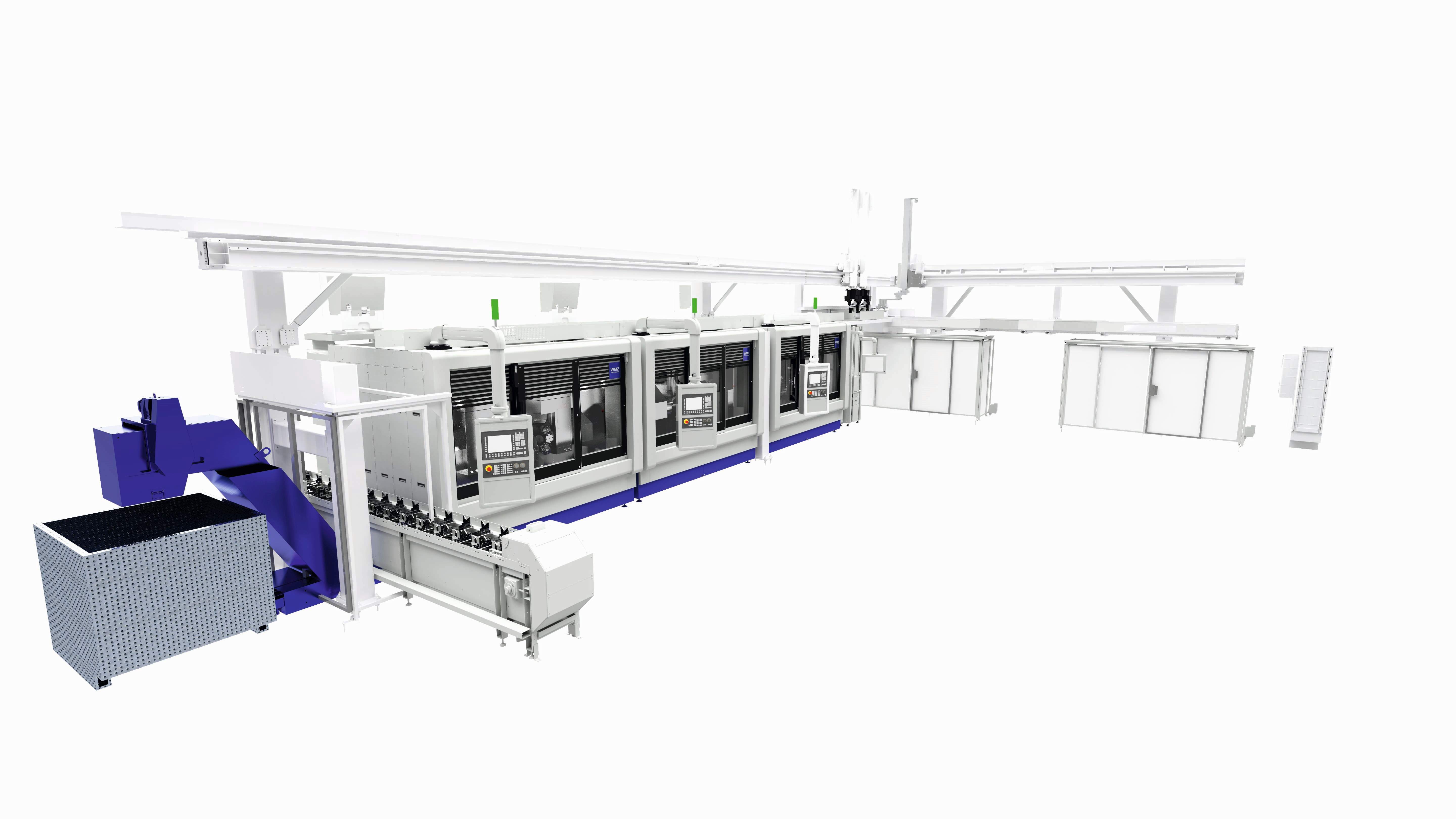
The transfer line WMZ created includes three machines from its modular V300 series. It also has a conveyor and gripper system to move the parts through the line, and an integrated measuring machine.
Share









By combining processes such as machining and measuring with automation, transfer lines can increase productivity. However, the complex and diverse requirements of manufacturing components for cars and other commercial vehicles can complicate the development of transfer lines for the automotive industry. Werkzeugmaschinenbau Ziegenhain (Schwalmstadt, Germany), a member of the DVS Technology Group, took on the challenge of creating and implementing a transfer line for a German commercial vehicle manufacturer that needed to be able to produce bevel gears in a fast line-cycle time. The solution has resulted in a 30 percent reduction in total lead time for the manufacturer by maximizing productivity.
Since Werkzeugmaschinenbau Ziegenhain (WMZ) specializes in machines designed to produce shaft-shaped components, the car maker reached out to the company to see if it could devise an integrated production solution that could combine several machining steps to completely machine bevel gears of different geometries while maintaining a line-cycle time of three minutes from forged blank to finished part.



WMZ chose three machines from its modular V300 series to comprise the transfer line, which also includes automation and measuring systems. Each machine was assigned to its specific machining task by selecting suitable tools.
“The possibility of having a customized solution devised specifically for the application with everything from a single source was one of the main reasons why the customer opted for WMZ,” DVS Managing Director Mario Preis says.
The transfer line starts when the blanks, which weigh between 6 and 40 kilograms, are placed on a conveyor system with a gripper that automates passage through the entire transfer line. The automation system reduces manual work because the parts do not have to be moved or stored in between machining steps. It takes the blanks to the first machine, where they are cut to length and centered. The machine has two flexible crown turrets with an HSK 63 interface for rigidity and drive power, while the centering clamps hold the workpieces with a wide clamping range to reduce the need for retooling.
A gantry loader moves the parts to the second machine, where they undergo roughing in four axes and finishing of the tapered head. The integrated, heavy-duty motor spindle is specially rated for the application, with drive power ranging to 124 kW for cutting depths as deep as 10 millimeters, the company says.
Finishing and gear cutting of the bevel gear journal in the hobbing process takes place in the third and final machine of the line. Combining turning and hobbing in a single clamping improves precision and efficiency. The bevels are said to have concentricity of less than 10 microns after finishing, and the hobbing unit developed by WMZ is said to produce splines with tolerances of less than 10 microns over balls. The hobbing unit’s 140-millimeter shift path is designed to maximize hobbing cutter use. A hydraulic shaft chuck and dolly combined with an SK 30 holder enable a change-over accuracy of 3 microns for easy retooling, the company says.
Once the bevel gears have run through all three machines, they are measured in an integrated measuring system with measured data feedback and automatic dimensional correction, which WMZ says has reduced the car maker’s rate of rejects. It also eliminates the need for the transfer line to run up to speed in preparation for mass production.
After measurement, the bevel gears are brought automatically to the customer’s two existing tooth-cutting machines for spiral tooth cutting. The bevel gear is then ready for installation.









.png;maxWidth=300;quality=90;format=webp)


Related Content

Studer's Automation, Entry-Level Solutions Take Center Stage
At its 2024 Music Motion Meeting, Studer AG showed off its entry-level line of grinding machines, as well as its newest universal loading system.
Read More
10 Robotic Solutions You Can Find at IMTS 2026
Discover how today’s robots and cobots are making it easier than ever to automate tasks, free up skilled workers, and run machines unattended – even in small and midsized shops.
Read More
Addressing Manufacturing Challenges with Automation
GrayMatter Robotics’ Physical AI robotic cells for manufacturing offer immediate impact and results.
Read More
Automation is for Everyone
Not just for large shops, automation can help even the smallest shops solve labor challenges and become more profitable and efficient.
Read More