
When to use Split-Laser, On-Machine Tool Measurement Probes
There is value in using compact, on-machine laser probes to automatically measure cutting tools and detect broken tools. However, for some applications, a larger split-laser system is needed.

The split-laser system from Blum-Novotest accurately measures tool shape and offset in addition to detecting irregularities and breakages. A simple line of CNC code moves the tool into the laser and rotates it, generating these measurements in less than a minute.
With the split-laser system, Blum-Novotest builds custom brackets to ensure that plenty of room is available for tool and spindle movement. The company 3D prints model brackets to ensure they fit, then machines the brackets in steel.
Share









Cutting tool measurement is a necessary evil to determine offsets when setting up new jobs. This can be done manually: machinists can perform test cuts, use calipers or V-anvil micrometers to determine cutter diameters, or use the “sliding paper test” to determine Z-axis offset. However, these methods are time consuming and lead to extended machine downtime. Presetters are valuable in that they enable tools to be measured offline, reducing machine downtime by measuring tools for upcoming jobs while other jobs run. Still, some human intervention is required to load new tools into the presetter and, in some cases, enter offset values into the machine control.
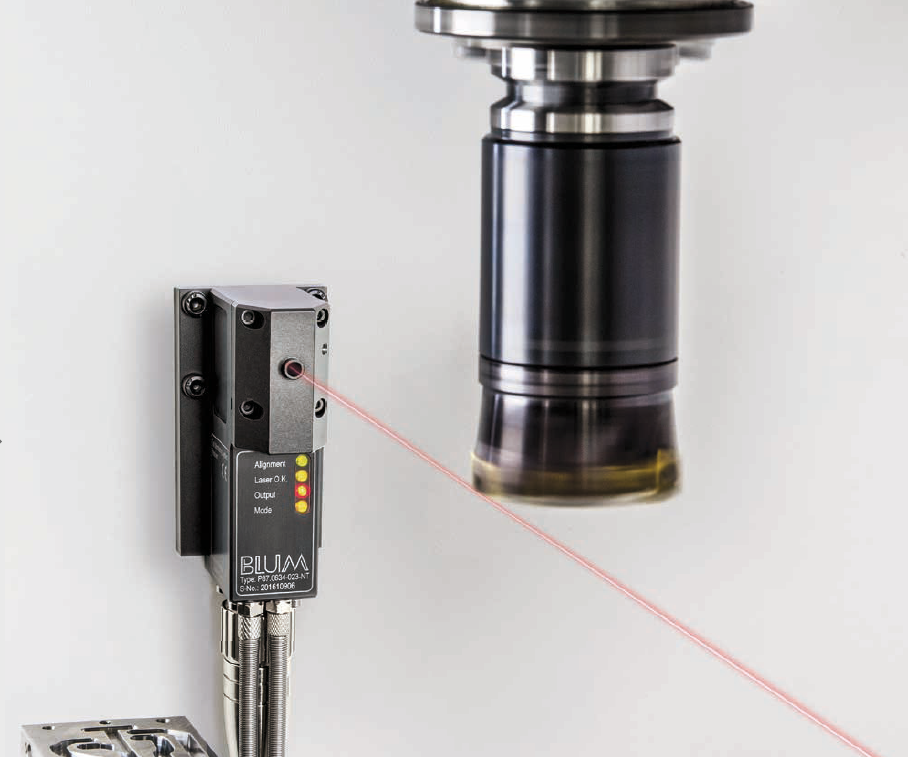
On-machine probing systems, be they contact or non-contact using a laser, offer advantages in terms of fully automatic tool measurement. Installed on the bed of a machine, these probes can be used to measure tools during setup, automatically feeding tool offsets back to the machine’s CNC. They can also be used to measure tool runout and periodically check for broken tools during a machining operation. Typical laser probes feature a U-shaped body with an emitter and receiver with a laser between them. The laser measures tools as they interrupt the beam between the emitter and receiver. For additional value, these probes perform measurements with the tool spinning and the machine warmed up. This accommodates for any potential Z-axis spindle growth that might occur, which can’t be detected through manual measuring methods or using an offline presetter.



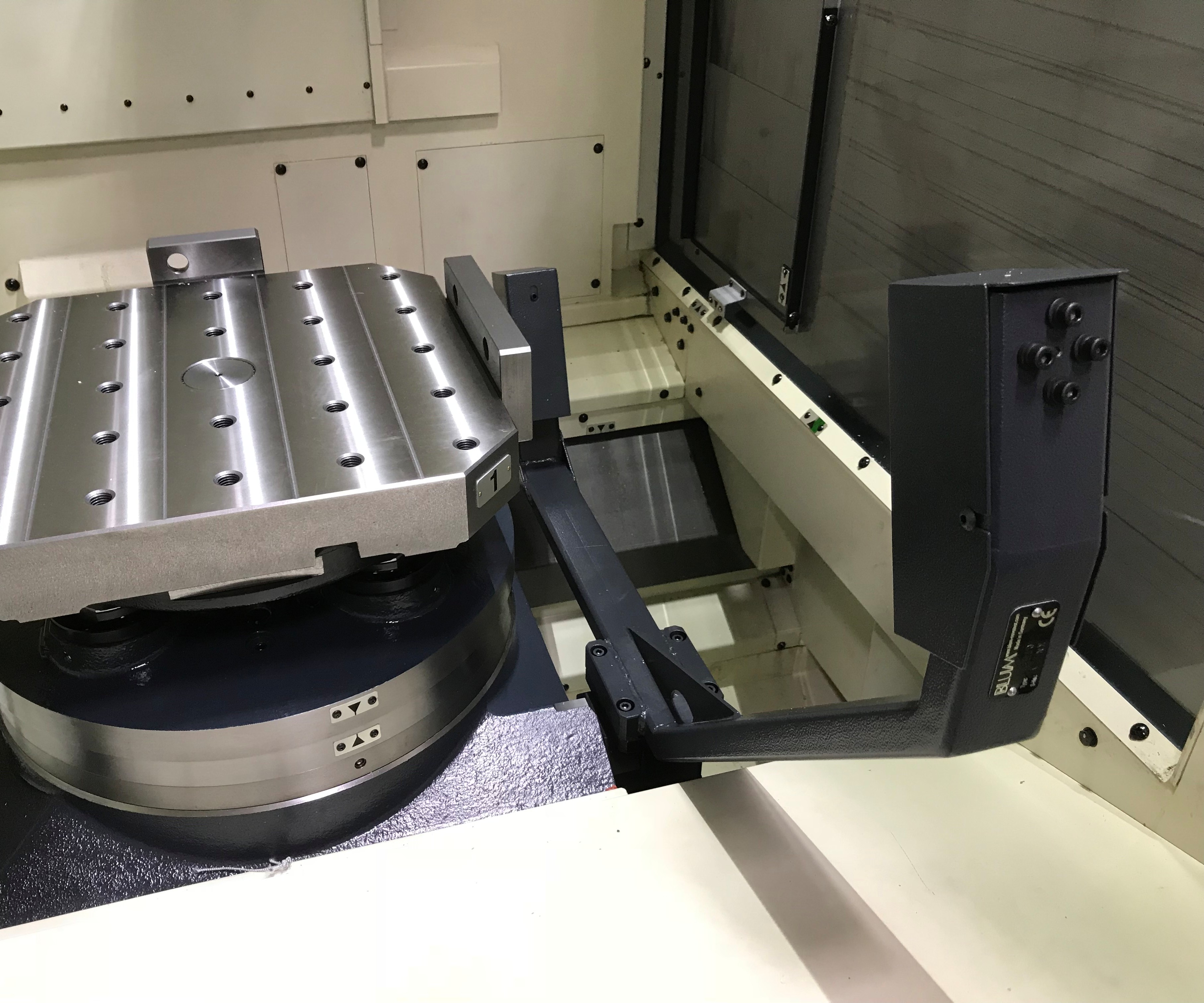
That said, there are instances in which a standard, compact on-machine laser probe can’t be used. For these cases, Blum-Novotest designs custom split-laser systems. These systems use sturdy steel brackets to hold the laser emitter and receiver as far as 2 meters apart. By securely fastening the emitter and receiver on opposite sides of the work area, the split-laser system provides numerous benefits. To start, the larger length of the laser beam enables more maneuverability for both the bed and the spindle. Five-axis machining centers and horizontal machining centers (HMCs) with pallet changers require room to maneuver, and a compact system can interfere or cause impacts, not to mention that smaller tables might not provide the room to mount the standard laser’s frame. A split-laser system further enables the use of larger tools, and the system is customized for each machine to ensure that there is plenty of room on the machine table for larger workpieces.
The company custom-designs a sturdy bracketing system to each machine so that the lasers do not become misaligned. As each purchase requires a custom installation, the company 3D prints brackets for test installations to ensure clearance and laser alignment. After finalizing the design, the company machines the final brackets in steel to provide stable supports for the laser.
On-machine laser measurement demands a robust system, and Blum-Novotest has invested in making its system sturdy and reliable. The design of the laser resists the infiltration of materials, and a puff of compressed air removes chips and coolant from the path of the laser as it opens its shutter to take measurements.
The company’s lasers have a focused beam and use its NT electronics technology. The measuring system enables accurate readings of length and radius in addition to checking for chipped edges. To make these precise measurements, the maximum measurement distance between laser and receiver is 2 meters, while less-accurate systems designed to only look for tool breakage can have a measurement distance as large as 8 meters. That said, the company recommends that the laser and receiver be installed as close together as the tooling permits.








Related Content

AI Creates CAD Files From Scan Data
While 3D visual scanners are useful, converting a visual scan to a usable CAD file can be a time-consuming process. With generative AI, it may be much simpler and faster.
Read More
More Surface Finish Parameters at Hand
Measuring surface finish at the point of manufacture is often done by the same machinist who is manufacturing the part. They need tools that meet test requirements and are easy to use.
Read More
Machined Part Geometry Measurement
Uncertain about uncertainty? Having trouble remembering the difference between accuracy and precision? Read on to review key metrology terms relevant to the ISO Guide to the Expression of Uncertainty in Measurement (ISO GUM).
Read More
Understanding New Surface and Profile Standards
Standards for surface finishes and profiles are not static; they change as technology changes or new processes come along that need to be considered.
Read More