
Workholding That Holds Off Chatter
Clamping fixtures can be part of the problem when chatter occurs in a high speed machining process. Researchers have now discovered that clamping fixtures can also be part of the solution. A supplier of integrated tooling systems has developed palletized workholding that uses a viscoelastic layer to absorb vibrational energy, thus reducing the tendency for a machining process to cause chatter. The benefits of this technology are improved surface finish, lower cutting forces and longer tool life.

Share










These two workpieces were machined at the same speeds, feeds and depth of cut, but the one on the right was held in a vibration-damping pallet system. The lack of telltale chatter marks dramatizes the effects of applying vibration control through workholding.
This diagram shows that typical values for five important factors in a machining operation improve when constraints imposed by a response to chatter are lessened. For example, surface quality may show a 200-percent improvement when vibration-damped palletization is applied.
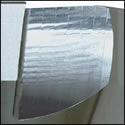

This Macro-style automatic chuck, a standard item in the System 3R’s catalog, is available with VDP technology, as evidenced by the viscoelastic layer visible near its bottom edge. Larger chuck styles such as the MacroMagnum and Dynafix are also included in the VDP range.
In the effort to minimize chatter during high speed machining, machine tool structures have been made more rigid, cutting tools have been reengineered, toolholders have been shortened and hollowed out, spindles have been redesigned, and sensors have been developed to find a “sweet spot” where system performance is most favorable. But not much attention has been paid to how the workholding part of a machining system influences chatter. The main concern in this regard was simply assuring that the workholding fixture delivered adequate clamping forces.
However, questions started to come up when a developer of an integrated workholding system began comparing the performance of its largest pallet system to an even larger pallet system developed by a competitor. The competitor’s system was statically stiffer but did not perform as well. The developer’s own system permitted heavier cuts and resulting surface finishes were better.



The developer, System 3R (Sweden, and Elk Grove Village, Illinois), had its technical people take a close look at this. Because of its important implications, the company launched a major research and development project with the leading technical institute in Stockholm. The findings revealed that a workholding system has to achieve not only high static stiffness but also high dynamic stiffness.
This insight led to the development of technology called vibration damping palletization (VDP). It is a design for palletized workholding that helps stifle vibrations with a layer of viscoeslastic polymer—a kind of shock-absorbing composite material—built into the chucking units. This layer dissipates the energy of vibrations emanating from other components in the machining system. According to the company, the effectiveness of this technology is evidenced by better surface finishes, longer tool life and lower machining forces compared with those experienced with the earlier design.
In short, the redesigned pallet system gives users of high speed machine tools another tactic for dealing with chatter in critical operations. Conventional machining also benefits.
Static Versus Dynamic
One of the key concepts that aids an understanding of a workholding system’s influence on chatter is the difference between static stiffness and dynamic stiffness. In simplified language, static stiffness is a component’s resistance to deflection when force is applied steadily in one direction. Generally speaking, workholding systems with high clamping forces also have high static stiffness. That’s important, obviously, because you don’t want a part to come loose during machining. However, machining is a not a static situation, so static stiffness is only part of the picture.
In contrast to static stiffness, dynamic stiffness is a component’s resistance to deflection when the applied forces are highly variable or when the conditions under which they are applied are changing. A machining process naturally creates a very dynamic situation. Cutting forces change rapidly as the cutting tool and spindle rotate, as machine axes move at different speeds and directions, and as material removal changes the shape and mass of the workpiece.
These changing forces and conditions tend to create vibrations—or intermittent deflections—in the system elements. These vibrations occur at some natural frequency, the point at which the system “wants to ring like a bell.” When strong enough, vibrations can reach the tip or edges of a cutting tool and leave a “waviness” in the machined surface. The waviness represents a series of low and high spots corresponding to the alternating high and low forces created by the vibrating cutting edges. The spacing of the waves reflects the frequency of the vibration.
When the high and low parts of the waviness coincide with the high and low forces produced by the cutting tool in subsequent passes, deflections are most pronounced. This effect is like a vicious cycle. It gets progressively worse, eventually reaching a point at which conditions adversely affect machining results. This “self-excited” vibration is commonly called chatter because of the distinctive sound it produces. The outstanding visible evidence of chatter is a noticeable pattern of unwanted tool marks on the workpiece surface.
The essence of controlling chatter is to disrupt this cycle of self-excited vibrations. The vibrations must be prevented from feeding upon themselves. There are a number of strategies to accomplish this goal. One is to keep vibrations from attaining sufficient energy to set off the negative chain reaction.
An Absorbing Topic
System 3R and its R & D partner, the Department of Production Engineering at Stockholm’s Royal Institute of Technology, saw potential for improving the dynamic performance of a workholding system, thereby benefiting the entire machining process. The aim was to develop a pallet system with high vibration-damping characteristics. This was a challenging proposition.
The developers wanted a system that could be effective over a wide range of frequencies because machining involves many variables that can set off vibrations. It’s hard to predict these frequencies, so tuning a system against a specific frequency is pointless. The developers wanted a system that was not excessively costly or complicated. They wanted a system that could be used throughout a range of pallet sizes and be compatible with existing product components already in customer shops. Most importantly, the system could not compromise static stiffness.
After examining a number of possible approaches, developers concluded that viscoelastic polymer damping best met their needs. Viscoelastic polymers are a class of plastic-like materials with unique properties that make them well-suited for damping vibration. These materials are stretchy until subjected to pressure or shear forces. Such forces instantly transform the material into a semi-solid, allowing it to absorb and dissipate energy to a high degree.
After several years of initial exploration and testing, the developers chose to integrate a viscoelastic polymer into the design of the pallet system. Building in a layer of this material as a load-bearing element proved to be the most effective way maximize its vibration-damping effect. Essentially, the design incorporates a specially designed composite of high-damping polymers and metal in the chuck, the part of a palletized system that is attached to a setup station such as the machine’s worktable or the surface of a metrology device. The chuck provides an interface for the reference elements that allow workholding pallets to be exchanged with a high degree of positioning accuracy and repeatability (this is the concept of precise and repeatable referencing for which integrated tooling systems derive their value). Existing reference elements are compatible with VDP-enabled chucks because the interface has not been modified in any way.
Placing the viscoelastic material in the workholding system locates the vibration damping function close to the cutting tool/workpiece interface. Researchers theorize that this proximity accounts for the effectiveness of this approach. Regardless of where vibrations originate in the machining system, the system absorbs energy where it matters the most.
Bursting The Vibration Barrier
According to the company, the fully engineered technology improves the dynamics of a pallet system substantially, with only a slight loss in static stiffness. Fortunately, the loss of static stiffness did not affect performance in machining tests. (For a deeper scientific inquiry into these studies, contact Dr. Amir Rashid, manager of R & D at System 3R’s customer applications division in Stockholm, at amir.rashid@system3r.com)
What makes machining tests with vibration-damped palletization interesting is that the results underscore the importance of self-excited vibration and the extent to which chatter is a limiting factor in many machining operations. For example, the diagram below depicts five values that are typically affected by chatter.
When a machine tool user is forced to cut back on speeds and feeds to avoid chatter and prevent damage to cutting tools, delicate spindle bearings and workpiece surface finish, material-removal capacity and cutting-force efficiency are compromised. Thus, chatter becomes the barrier that defines maximum cutting parameters, whereas the limits should be defined by the strength of the cutting tool and the power of the machine. As the diagram shows, when the chatter barrier is moved back, all five values increase. Tradeoffs and compromises can be mitigated, allowing greater utilization of the entire capacity of the machine tool.
However, developers note that this technology is also effective when chatter is not an issue because vibration is present to some degree in virtually every machining situation. Even “stable vibration,” which may not be severe enough to cause the unstable condition detectable as chatter, can contribute to high tool wear, surface roughness or dimension inaccuracy. Reducing this stable vibration with VDP can prolong tool life and produce surface finishes that might otherwise require fine machining cuts or polishing.
What To Expect
Although developers continue to test VDP technology in their own laboratories and gather data from users in the field, a summary of results is encouraging. System 3R is not claiming that VDP is a cure-all. At this point, the company is most interested in drawing attention to workholding as the overlooked factor in chatter and vibration control. Shops are still advised to pursue all other tactics for improving the machining system’s static and dynamic stiffness. Here are some of the claims that the company wants users to take note of:
- Applying VDP always results in a better surface finish. The only question is how big the improvement will be. A small sample of surface-finish improvements is given in Table I. It is noteworthy that conventional machining showed the biggest gain.
- Cutting forces go down by as much as 25 percent. To some extent, the energy otherwise lost in vibration is recovered by the machining system. Lower cutting forces reduce power consumption and reduce tool wear.
- Tool life increases by as much as 30 percent. This translates into lower cutting tool costs. The benefit may be especially pronounced with coated carbide cutting tools because chatter tends to chip away the coating, rendering it ineffective as a heat shield and cutting lubricant.
- Spindle life lasts longer. Spindles designed for high speed machining rely on high-grade, low-friction bearings, which tend to wear faster when subjected to excessive vibration. With VDP, the company predicts that spindle life can be extended by as much as 30 percent.
- The material-removal capacity of a machine increases by as much as 30 percent. Speeds and feeds are not as constrained by chatter, so they can be raised safely. In high speed machining applications, this increase may be essential to payback in terms of improved productivity and profitability.
Other aspects of applying VDP also deserve attention.
- In five-axis machining, it is often necessary to use longer cutting tools or taller clamping fixtures to minimize clearance issues. Either the cutting tool or the workpeice will therefore be subject to greater deflection. Under these conditions, vibration damping in the workholding is especially valuable.
- In some cases, VDP allows a large workpiece to be clamped safely and effectively on a smaller pallet system than normally recommended. This extends the flexibility of an integrated workholding system. However, the full effectiveness of vibration damping can be lost when small workpieces are clamped on oversized pallets because vibrations can’t reach the viscoelastic layer for absorption.
The Missing Link?
Workholding is a major factor in the context of both individual machining system performance and overall shop performance. On one hand, as this discussion shows, workholding can influence machining results in terms of part quality and production costs. Effective vibration damping in a workholding system cuts down waste in a machining process by holding off chatter. On the other hand, workholding is at the heart of efficient setup strategies and can play a huge role in the ongoing effort to achieve lean manufacturing. Lean manufacturing seeks to cut down waste in every aspect of production.
Either way you look at it, innovations in workholding deserve a closer look.

.png;maxWidth=300;quality=90;format=webp)






Related Content

The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Revolutionizing Production: How Smart Hydraulics Drive 24/7 Manufacturing Excellence
All World Machinery Supply helps a firearms manufacturer up its game and improve and increase output.
Read More
Choosing the Right Drill Type
Specifying the right option for your application can save time and tools.
Read More
Finding the Right Tools for a Turning Shop
Xcelicut is a startup shop that has grown thanks to the right machines, cutting tools, grants and other resources.
Read More