
A Benefit of Additive Manufacturing: No Tooling Is Required
Manufacturers need to understand the cost curves in regard to “conventional” manufacturing practices and those of additive manufacturing.

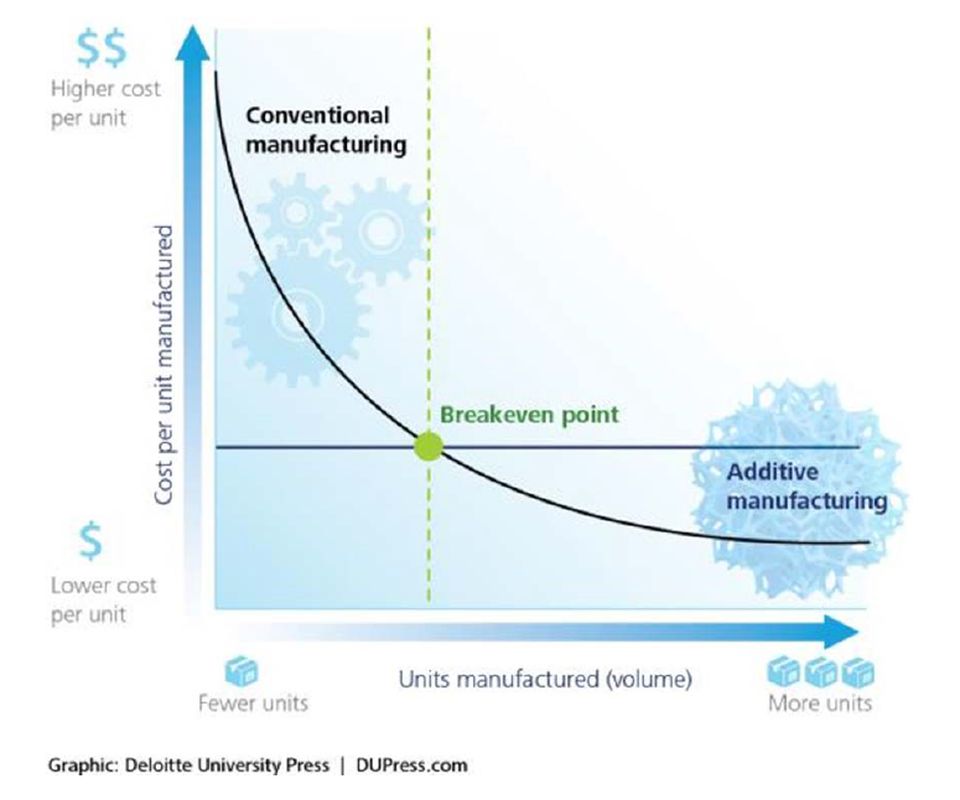
This chart shows the break-even analysis of conventional versus additive manufacturing. (Source: Stuart Trouton, Deloitte)
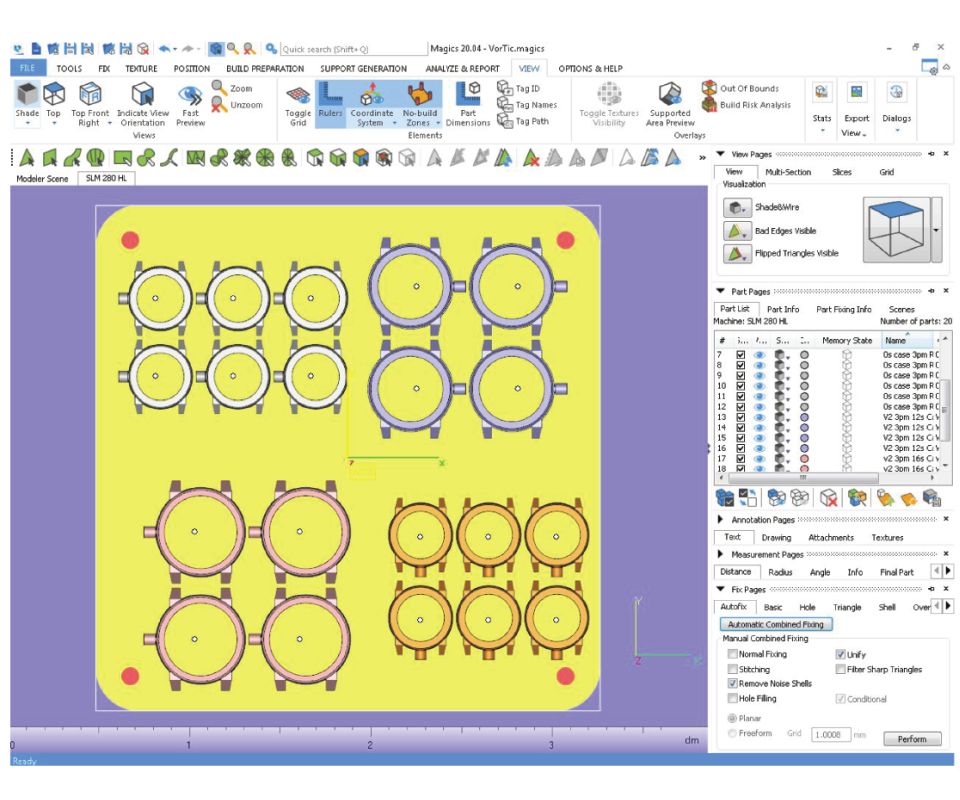
This typical build setup for Vortic Watch Co. includes six units in each of two smaller sizes and four units in each of two larger sizes. (Source: Joseph Sinclair, Imperial Machine & Tool Co.)

Imperial Machine & Tool Co. additively manufactured this small production run of 140 titanium watch cases of various sizes for Vortic. (Source: Wesley Hart, Imperial Machine & Tool Co.)
Share









You have probably seen the two cost curves comparing additive manufacturing (AM) to more “conventional” manufacturing methods. The AM cost curve remains flat no matter the production volume while the conventional cost of manufacturing a part starts very high and decays exponentially as production volume increases. At some point, the two lines cross to reach the break-even point. If you are producing fewer than this number, then AM is the way to go. If you are producing more than this, then you should stick with conventional manufacturing.
While there are many assumptions and even a few fallacies in such graphs (for example, the AM cost curve is not really flat like it is typically depicted), the cost curves are meant to illustrate a simple point: There is no need for expensive tooling when making parts with AM.
Featured Content

With AM, you just print as needed without any expensive jigs, fixtures or tooling for production. In conventional manufacturing methods like injection molding, however, tooling can easily cost hundreds of thousands of dollars for intricate or complex molds. In this case, production volumes must be in the hundreds of thousands of units or more, otherwise the production cost per unit would be too high. Patterns and molds for castings, jigs and fixtures for machining also incur additional costs when using conventional manufacturing.
With AM, there is no need for expensive tooling to hold or secure the part as it is being made. You simply tell the AM system where to print the parts on the build plate, which is nothing more than a solid block of metal with four or less bolt holes to secure it in place. Once you specify the build orientation and location of the parts for AM, automated “path planning” algorithms take over and slice the part into thin layers and determine the scan pattern, scan speed and laser power for each layer. Some AM systems enable customized parameter settings while many do not, and it is remarkably similar to toolpath planning for computer numerical control (CNC) machining. In fact, some AM systems run off of G code. The time and costs associated with those steps are roughly on par with those of many subtractive manufacturing processes.
However, the lack of tooling and automated path planning enable faster and easier setups with AM. As long as all parts fit on one build plate, the cost to plan the build and set up the build plate are roughly the same. This is why the cost curve is shown as flat for AM. In reality, you can only fit a certain number of parts on a single build plate, which takes time to remove and replace with a new one. It also takes time to add more powder, remove parts from the build plate and set up the parts in the build software. All of this is to say the AM cost curve is not really flat.
Not having to make tooling, special jigs or fixtures to additively manufacture a part has its advantages. In some cases, it changes the economics enough to make low-volume or customized production a reality in many situations. Take Vortic Watch Co. for example. The company refurbishes old pocket watches and uses AM to produce a single-piece titanium watch case on demand using laser-based powder-bed fusion technology.
As a start-up, Vortic could not afford the capital investment to additively manufacture its own watch cases, so it buys what it needs from Imperial Machine & Tool Co., a fourth-generation, family-owned machine shop which we previously featured in this article. Imperial made an initial $1 million capital investment to buy and install a laser-based powder-bed fusion system, but it has helped its business so much that it now owns a second dual-laser system. The company is now skilled at navigating both cost curves and has experience leveraging conventional methods and AM to its advantage, which is paying off.
In case you think the economics of AM only work for low-volume production, that too is changing quickly. Invisalign, for instance, additively manufactures nearly 40,000 molds a day to make custom aligners to straighten patients’ teeth, and HP claims that the break-even point for its new multi-jet fusion printers is 110,000 parts thanks to a 65 percent lower cost per part than other AM methods. It is only a matter of time before we start comparable numbers for metal AM parts as well, and I cannot stress enough how important it is for conventional manufacturers to understand both cost curves and keep track of AM.







Related Content

Designing a 3D Printed Part with Machining in Mind
Designing extra stock and mounting features into a 3D printed part can aid in machining processes downstream.
Read More
Video: Apply Metal and Machine It With Hermle’s Metal Powder Application (MPA) Process
The Metal Powder Application (MPA) process uses cold spray to apply metal to an existing workpiece. Because the material deforms rather than melts, MPA opens new possibilities for functional grading and other multimaterial applications.
Read More
The Downloadable Metal 3D Printer
Copenhagen researchers introduce a fully open-source laser powder bed fusion system, now available on GitHub. This release follows their development of an open-source vat polymerization machine. Here is the purpose and promise of this philanthropically funded effort to advance additive manufacturing application and adoption.
Read More
Machine Tool Drawbar Made With Additive Manufacturing Saves DMG MORI 90% Lead Time and 67% CO2 Emission
A new production process for the multimetal drawbar replaces an outsourced plating step with directed energy deposition, performing this DED along with roughing, finishing and grinding on a single machine.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More