


Share










Purdue University engineer Anirudh Udupa testing the cutting force on metals coated with various materials. Research has shown that coating gummy metals with certain media can locally embrittle the material, reducing cutting forces. Photo Credit: Purdue University/Erin Easterling
Manufacturers know that the hardest materials aren’t necessarily the only difficult ones to machine — softer, so-called “gummy” materials pose their own challenges, especially when it comes to chip formation and management. Gummy materials, such as softer aluminum and copper alloys, nickel and some of its alloys, stainless steels, tantalum, and niobium, often form thick, convoluted chips that can damage tools and workpieces, or create a “bird’s nest” that is difficult to manage. However, research has shown that coating these materials with certain media can locally embrittle the metal, improving chip formation and reducing cutting forces, among other benefits.
Srinivasan Chandrasekar, a professor in the Purdue University School of Industrial Engineering, says he and his team first discovered this effect somewhat by accident. “We marked a surface and we were having problems with the repeatability of the cutting, and so we realized that the only thing that had changed was the ink smeared on the surface,” he says. Cutting forces were reduced dramatically when cutting the coated surface as compared to the uncoated surface. Looking into it more, the team found some anecdotal evidence from Japan showing the same effect, but no one had researched further. So Chandrasekar and his team decided to study the effect more. “We wanted to look at whether common media can influence the cutting process by their effect on material behavior,” he explains.



“Whatever the media you’re applying, it seems to locally embrittle the metal in the cutting region, and that is what is causing the force to drop,” Chandrasekar says.
They started out by testing different media that form films on metal surfaces, and catalogued which ones reduced cutting forces and which did not. These studies showed that a range of media, including Sharpie, glue and even high-protein milk successfully reduced cutting forces. From there, the team set out to discover the critical attributes or ingredients that produced this effect.
The researchers determined that the media needed to stick to, or adsorb to the surface of the metal. Specifically, there must be chemisorption, where the media chemically bonds to the metal.
From there, looking at the list of media they had compiled, the team members didn’t immediately find a common ingredient that was producing the effect. “We started asking ourselves, if the hypothesis is that adsorption is a necessary condition for this to happen, then why do you need a thick layer?” Chandrasekar says. “A one-molecule layer should suffice. The metal is only seeing the immediate layer in its vicinity.”
Fortunately for the team, a method for putting single layers of organic molecules onto metal surfaces had already been developed. “It’s called self-assembled monolayer technique,” Chandrasekar says. “That’s not our invention; it’s been known for the last 30 years.” These organic molecules have two ends: one that sticks to the surface and one that dangles free. The team members applied this method to the surface coating work, choosing a molecule system that allowed them to keep the two ends of the molecule the same while varying the chain length, or the number of hydrocarbons in between the two ends.
Planing tests showed that for molecules with shorter chain lengths (in the range of three hydrocarbons), the cutting force was the same as the uncoated metal. But as the team tested molecules with longer chain lengths (around 15 hydrocarbons), the cutting forces were dramatically reduced. “In the experiments with soft aluminum, it went down as much as 85%,” he says. The single-molecule, longer chain-length coating (which is approximately 2 to 3.5 nanometers thick) also showed the same amount of force reduction as the coatings in the initial study (which were a couple hundred nanometers thick).
Processes and Materials
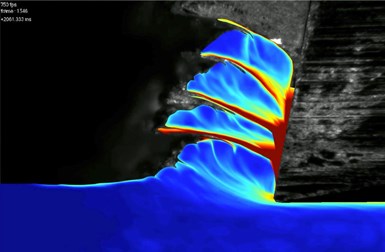
This high speed camera image of metal coated with an organic monolayer (SAM) being cut shows the strain field caused during the cutting. In addition to reduced cutting forces, the organic monolayer coating can produce additional benefits including better chip management, improved surface finish, less use of cutting fluid and improved metallurgical characteristics.
Photo Credit: Purdue University/Anirudh Udupa
Most of these studies (including all of the ones using single-molecule coatings) were conducted using planing operations. The team has also done some unpublished studies on plunge and OD turning. However, Chandrasekar expects to see similar effects in other machining processes, including milling, drilling and other types of turning because of the similarities in chip formation. Abrasive processes, such as grinding and honing, are a little different because the chips form at much smaller scales, but he also expects to see effects in these operations as well.
As far as material limits, the earlier studies that looked at a variety of different media for coatings were conducted on a range of materials and showed effects in softer aluminum and copper alloys, nickel, tantalum, niobium, pure iron and stainless steel. Chandrasekar notes that the studies using the single-molecule layers were only done with aluminum. However, he expects to see the effect in any gummy material. He also adds that the data gathered during these studies could also benefit machining of non-gummy, as well as harder, alloys. Perhaps, in the future, the results could also be of fundamental value to find the ideal ratio of gumminess to brittleness for machining.
Benefits
Although researchers are still studying to obtain more specifics about how and why this effect occurs, even at this stage, it’s possible to see potential benefits and applications for machining. They include:
- Cutting force reduction. A reduction in cutting force is the first effect researchers noticed, but it also has indirect benefits, including reduced energy usage and reduced cutting temperatures
- Better chip management. Coated metals produced thinner chips with more fractures, making them easier to manage. “Whatever the media you’re applying, it seems to locally embrittle the metal in the cutting region, and that is what is causing the force to drop,” Chandrasekar says. “So, the chips are segmented, like sawtooth chips, rather than a thick, gummy chip.”
- Improved surface finish. He also notes that the coated materials were left with much smoother surfaces, with less tears and pull-outs. Studies showed that Ra often dropped by a factor of 5 to 10.
- Potential to reduce use of cutting fluid. Machinists often struggle to direct cutting fluid to where it’s needed most, in the gap between the chip and the tool. But according to Chandrasekar, this coating media does not need to get into the gap in order to be of benefit since it is not a lubrication effect. “It just has to hit the exposed surface of the metal before it enters the cutting zone,” he explains. The media can be applied to the surface when it’s outside of the cutting zone, which is much more easily accessible.
- Improved metallurgical characteristics. The newly machined surface is often highly deformed due to mechanical and thermal loading. But with the coating causing chips to form via fracture instead of deformation, the surface left behind is less damaged. This could help improve performance of machined parts by extending their life and/or reducing part failure.
Chandrasekar says that there are a number of other potential benefits that haven’t been studied yet, including improved tool life. “We are expecting that because the cutting is easier and the forces are smaller, tool life should be improved, but we don’t have any data,” he says. “That’s something we hope to investigate in the future.”
Looking Forward
Purdue University engineers Anirudh Udupa and Srinivasan Chandrasekar analyze metal surfaces to look for deformations created during cutting to determine how applied materials affect the quality of the cut. Chandrasekar says that although the team needs to study the effect further, results so far are promising for aiding in machining of gummy materials.
Photo Credit: Purdue University/Erin Easterling
The data collected so far is promising, but researchers need more information before they can develop a product that’s ready for use in machine shops. For example, they need to study the limits of the effects. “How high are the speed boundaries of where the effect manifests?” Chandrasekar says. “You may be able to find molecules that work well at higher speeds and temperatures. But it’s also possible that certain molecules won’t work well at higher temperatures. It’s a question of design of the media.” He notes that the studies conducted so far have been mostly at cutting speeds of 2 to 50 mm/sec, which is slower than commercial cutting speeds. He adds that the effect has been observed at speeds of up to 1 meter/sec, which is closer to speeds used in machine shops. But at higher cutting speeds, the heat of the workpiece could potentially prevent the media from adsorbing to the surface.
Another factor that has yet to be studied is the effect of cutting fluid. “We did those experiments without applying any conventional fluid,” he says. “If we apply a fluid, it’s going to keep the workpiece cooler.”
Undeformed chip thickness is another consideration that needs more research. Undeformed chip thickness corresponds to depth of cut or feed per revolution, depending on the machining operation. For the planing operations studied, the team studied different undeformed chip thicknesses between 50 and 150 microns. “At the high end, you start seeing the effect dropping, meaning the force reduction is no longer as much,” Chandrasekar says. “But at 50 to 100 microns, the force reduction is quite large, about 80%.” For turning operations, this corresponds to a feed rate between 50 and 100 microns per revolution. Because the media’s effects start to decrease as the unformed chip thickness increases, it might be more suitable for semi-finishing or finishing operations.
Scientists will also need to develop a way to continually introduce this coating into the machining process. The most recent studies were conducted using single layers of molecules coating the metal surface. This process isn’t practical for a machine shop setting, but what it does show is that the coating can be very thin and still produce the effect. This provides a number of options for introducing it into the machining process. One promising vehicle is the cutting fluid. “Since we only need one molecule per layer to form, that gives us the possibility of having the molecule introduced in the fluid because we don’t need a thick film to form,” Chandrasekar says. “A one-molecular layer can form quickly, before the metal gets into the machining zone.” Another option is having something in the machine that continuously applies the media to the workpiece surface before it enters the cutting zone.
Chandrasekar and his group hope to address some of these questions in the next year or two. He says the plan is to look at implementations in specialized applications for certain metals, and from there to expand the work to address a variety of challenges for practical machining conditions.






.png;maxWidth=300;quality=90;format=webp)

Related Content

STLE Opens Registration for 2024 Annual Meeting
The Society of Tribologists and Lubrication Engineers’ 2024 STLE Annual Meeting & Exhibition will take place May 19-23 at the Minneapolis Convention Center in Minneapolis, Minnesota.
Read More
3 Machine Options to Aid Automation
Don’t overlook controller options, process security options and coolant handling when staring down the line items of a new machine purchase.
Read More
Blaser Swisslube Coolant Minimizes Tool Wear When Machining Titanium
IMTS 2024: Skytec metalworking fluids are well suited for titanium machining because they minimize tool wear and reduce the number of tool changes without compromising process reliability.
Read More
Metalworking Fluid Tackles the Challenges of Titanium Machining
Addressing heat buildup at the intersection of the tool tip and the workpiece are essential for the best results.
Read MoreRead Next

Can Nanotechnology Redefine Metalworking Fluid?
Tiny onions provide a maintenance-reducing alternative to hazardous chemicals for cooling and lubricating parts.
Read More
Why Binderless CBN Inserts Turn Titanium Faster
A new formulation of cubic boron nitride could provide a more solid alternative to cemented carbide as finish-machining becomes more demanding.
Read More
How Advanced Grinding Technology Leverages Capabilities Beyond Grinding
United Grinding shows how rethinking traditional grinding technology and combining manufacturing processes can extend the role of grinding and make grinding machines more productive.
Read More